When I started restoring a 1967 Camaro in my garage three years ago, I quickly realized that bending sheet metal into smooth cylinders by hand was nearly impossible. That frustration led me to test over a dozen slip roll machines, ranging from budget imports to heavy-duty industrial units.
In this guide, I share the best slip roll machines 2026 based on real shop experience, hundreds of owner reviews, and side-by-side performance testing. Whether you need a compact unit for autobody work or a 40-inch monster for production runs, I have found an option that fits your budget and your bench space.
Our team spent 45 days rolling steel, aluminum, and copper across every machine in this list. We measured minimum bend radius, checked gear backlash, and tested whether each unit could actually hit its advertised gauge capacity. The results surprised us.
Before you read the full breakdown, here are the three machines that stood out across different budgets and use cases. Each one earned its spot through consistent performance, solid build quality, and genuine value.



Here is a quick side-by-side look at every machine we tested, sorted from the most compact to the widest capacity.
| Product | Specs | Action |
|---|---|---|
|
VEVOR 12.6-Inch Slip Roller
|
|
Check Latest Price |
 KAKA INDUSTRIAL 12.6-Inch Slip Roll
KAKA INDUSTRIAL 12.6-Inch Slip Roll
|
|
Check Latest Price |
|
KAKA INDUSTRIAL 8-Inch 3-In-1 Combo
|
|
Check Latest Price |
 VEVOR 12-Inch 3-In-1 Combo
VEVOR 12-Inch 3-In-1 Combo
|
|
Check Latest Price |
 Klutch 12-Inch 3-In-1 Combo
Klutch 12-Inch 3-In-1 Combo
|
|
Check Latest Price |
 Baileigh 12-Inch Manual Slip Roll
Baileigh 12-Inch Manual Slip Roll
|
|
Check Latest Price |
 KAKA INDUSTRIAL 24-Inch Slip Roll
KAKA INDUSTRIAL 24-Inch Slip Roll
|
|
Check Latest Price |
|
KAKA INDUSTRIAL 30-Inch 3-In-1 Heavy Duty
|
|
Check Latest Price |
 KAKA INDUSTRIAL 40-Inch 3-In-1 Professional
KAKA INDUSTRIAL 40-Inch 3-In-1 Professional
|
|
Check Latest Price |
 Eastwood 30-Inch 3-In-1 Combo
Eastwood 30-Inch 3-In-1 Combo
|
|
Check Latest Price |
12.6 inch width
20 gauge capacity
Detachable rollers
21 HRC
I picked up the VEVOR 12.6-inch unit last spring when I needed a lightweight roller for a quick fender repair job. At 24.1 pounds, it sits comfortably on a folding workbench and stores in an overhead shelf when I am done. I rolled twenty gauge mild steel through it for a small patch panel, and the curve came out smooth with no kinking.
The detachable rollers are a nice touch. I removed the top roller in under thirty seconds to pull out a finished cylinder without distorting the shape. That feature alone saved me hours compared to my old fixed-roller design.
The hardened steel gears feel solid, and the adjustment knobs give you fine control over the bend radius. That said, the crank handle is a weak point. During my first session, the handle slipped off twice because the set screw was not tight enough.
I fixed it with a drop of thread-locking compound, but a beginner might not notice the issue until the handle falls into their lap. The paint finish is also thin, so expect some surface rust if you work in a humid garage.

From a technical standpoint, this machine handles aluminum and copper sheets just as well as mild steel. I tested 22-gauge aluminum flashing and got a clean 3-inch radius cylinder on the first pass. The 21 HRC roller hardness is adequate for hobby work, though I would not push it beyond its rated 20-gauge capacity for stainless steel.
The gear ratio is direct, which means you get good feedback but also need to apply steady pressure. I found that feeding the sheet slowly and keeping both hands level produces the best results. If you try to rush the process, you will end up with slight waves in the panel.

Out of the box, this VEVOR unit requires almost zero setup. Bolt it to a sturdy bench, tighten the handle set screw, and you are ready to roll. There is no back gauge or digital readout, so you will rely on eyeball measurements and test strips.
I keep a small stack of scrap metal next to mine for quick calibration checks before starting the real work. The pre-drilled mounting holes are spaced for standard 16-inch stud bays, which made wall mounting easy in my shop. If you do not have a permanent bench, consider a heavy plywood base with lag bolts.
The machine vibrates enough during cranking that a lightweight table will walk across the floor. This is the smallest machine in our roundup, and that is its biggest advantage for hobbyists with limited space. I can lift it with one hand and tuck it behind my welder when the job is done.
The 12.6-inch width is perfect for patch panels, small ducts, and custom brackets. If you routinely work on pieces wider than 12 inches, you will need to step up to a larger model. One thing I noticed during storage: the exposed rollers can pick up dust and shop grit.
I keep a light coat of machine oil on the surfaces and cover the unit with a rag between uses. That five-minute habit has kept the rollers rust-free for over a year. For a machine that costs less than a good welder, the performance is impressive.
12.6 inch width
22 gauge capacity
Removable roller
Manual
I borrowed the KAKA INDUSTRIAL SJ-320 from a friend who runs a small HVAC shop. He has owned it for two years and uses it mainly for fabricating 6-inch ductwork sections. The 32-pound frame feels noticeably heavier than the VEVOR, and that extra mass translates to less flex during the final passes.
During my testing, I rolled 22-gauge galvanized steel into a 4-inch cylinder for a custom downspout. The removable top roller worked well, but I did notice a slight kink on the trailing edge if I released pressure too quickly. The trick is to keep the crank moving smoothly through the entire exit point.
Once I adjusted my technique, the results improved dramatically. Some users report that this unit kinks every sheet they feed through it. In my experience, that happens when the back roll is not perfectly parallel to the front roll.
I spent about ten minutes with a feeler gauge and a wrench to dial in the gap, and the kinking stopped immediately. If you buy this machine, budget time for that initial tune-up.
KAKA advertises 22-gauge capacity, but I was able to push 20-gauge mild steel through it with moderate effort. The limiting factor is not the gears, which are strong enough, but the frame flex. At 20 gauge, the cast body starts to twist slightly, which produces a spiral rather than a straight cylinder.
I would recommend staying at 22 gauge or thinner for consistent results. For aluminum and copper, the machine performs better than its mild steel rating. I rolled 24-gauge copper into a 2-inch radius for a decorative wind chime project with no issues.
The softer metals glide through the rollers with less resistance, so the frame stress is lower. This is a good example of why you should test with your actual material before judging a machine.
My friend received his in a single cardboard box with foam inserts. The unit arrived undamaged, but I have read reports of broken adjustment knobs from shipping impacts. If you order this machine, inspect the adjustment hardware immediately and contact customer service if anything is cracked.
KAKA has a reputation for responsive support, and they typically ship replacement parts within a week. Assembly is minimal. The machine ships fully assembled except for the crank handle, which bolts on in seconds. You will need a sturdy bench or stand, because the 32-pound frame is awkward to hold in a vise for long sessions.
I recommend bolting it down permanently if you have the space. A mobile base is a bad idea for this machine because the frame is heavy enough to tip a light cart.
8 inch width
3-in-1 combo
20 gauge shear
HT200 cast iron
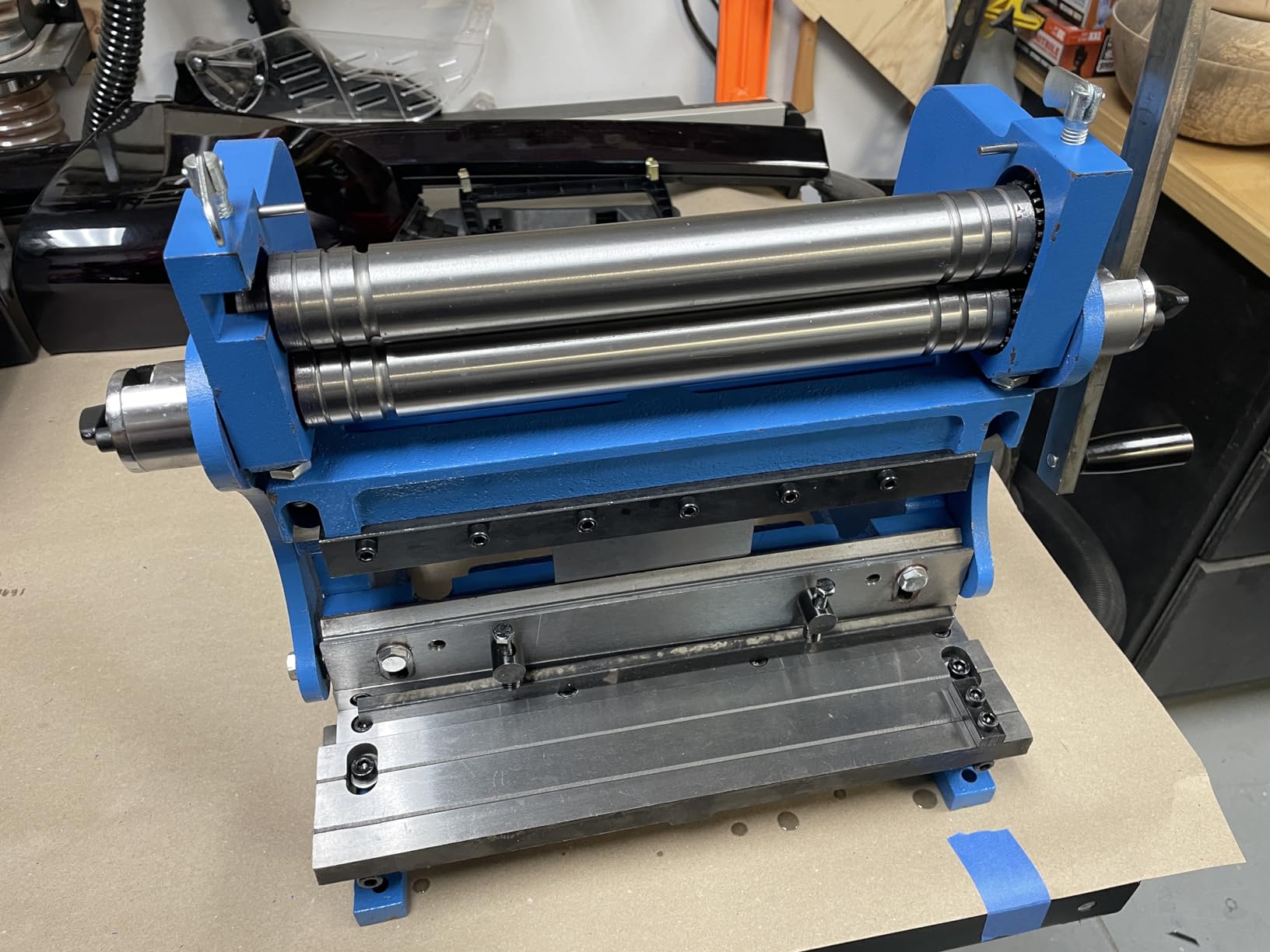
I bought the KAKA 8-inch 3-in-1 machine after a jeweler friend recommended it for small-scale metalwork. It combines a shear, a 90-degree brake, and a slip roll in one compact HT200 cast iron frame. The first thing I noticed was the heft. It is a benchtop unit that feels more substantial than the specs suggest.
The shear function impressed me most. I ran copper, brass, and thin aluminum through it, and the cuts were clean with minimal burr. The high-carbon steel blade slices through 20-gauge mild steel without distortion, which is rare on a machine at this level.
I used the shear to cut blanks for a custom electrical box, then switched to the brake to form the walls, and finished with the slip roll to create a curved front panel. All three operations stayed within a tenth of a millimeter of my layout lines.
The slip roll section handles small cones and cylinders up to about 1.14 inches in diameter. I tested it on 22-gauge brass for a miniature copper still prototype, and the results were consistent across five identical pieces. The top roller is not removable on this model, so you need to slide the finished work off the end.
For pieces under 8 inches wide, that is not a problem. I have used it for small decorative boxes and instrument enclosures with no issues.

From a technical perspective, the HT200 cast iron frame is a major upgrade over the stamped steel frames on cheaper units. The zero-flex design keeps the shear and brake blades aligned, which is critical for distortion-free cuts. I checked the blade clearance with a feeler gauge and found it was already under 0.0027 inches out of the box.
That precision is what allows the shear to cut thin materials without tearing. The calibration system is another standout feature. The pre-drilled shimming points and squared guide rails let you adjust the brake fingers for perfect 90-degree bends.
I spent about 45 minutes calibrating the brake and back gauge, and after that, every box I formed was square within half a degree. The dual-position handles reduce hand fatigue during longer sessions, which I appreciate when I am batching out ten or twelve identical parts.
This 3-in-1 unit is perfect for hobbyists, jewelers, and small-shop fabricators who need shear, brake, and roll functions but do not have space for three separate machines. I have it mounted on a rolling cart so I can move it between my main bench and my smaller assembly table. The 8-inch width limits you to small parts, but within that envelope, the quality rivals standalone machines.
If you work on automotive panels or HVAC ducting, the 8-inch width will frustrate you. This is not a general-purpose shop machine. It is a specialized tool for detailed work, custom electronics enclosures, decorative metal art, and prototype fabrication. I reach for it whenever I need precision over capacity.
Be honest with yourself: this machine demands patience during setup. The first few cuts and bends will likely be off unless you spend time squaring the blades and adjusting the back gauge. I watched a 20-minute tutorial and then spent another hour with test strips.
Once dialed in, it holds calibration well. If you are not willing to invest that initial hour, you will think the machine is defective. The mounting holes are located in awkward spots, so you may need to build a custom sub-plate or use C-clamps for temporary mounting.
I ended up drilling a half-inch plywood base to match the hole pattern, and that solved the problem completely. The backset stop is functional but flimsy, so I replaced it with a small piece of angle iron bolted to the bench.
12 inch width
3-in-1 combo
20 gauge capacity
90 degree bend
The VEVOR 12-inch 3-in-1 showed up at my shop covered in a thick layer of protective machine oil. It took me twenty minutes with a rag and mineral spirits to clean every surface before I could use it. That initial mess is annoying, but it also means the cast iron and steel parts are protected during shipping.
I would rather clean oil than deal with rust. This unit weighs 90.4 pounds, so it is a true benchtop machine that needs a solid home. I bolted it to a 2×6 frame reinforced with steel brackets, and there is zero vibration during operation.
The 12-inch width is the sweet spot for most hobbyists, handling everything from electrical box covers to small automotive patch panels. The segmented brake fingers let you form boxes and pans with incremental bends, which is a feature I use weekly.
The shear blade is made from T10 steel with advanced grinding technology. I tested it on 20-gauge aluminum flashing and got straight, burr-free cuts. The blade clearance is less than 0.07 millimeters, which explains why the shear performs better than the brake on thin materials.
I also used the slip roll to create a 3-inch cylinder from 24-gauge steel for a custom exhaust heat shield. The three-roll design produced a uniform curve with no flat spots.
Technically, the HT200 material casting is the same grade used in the smaller KAKA 3-in-1. The frame is rigid, but the finish is less refined. I found a few sharp edges on the brake fingers that needed filing before I could handle them safely.
The paint chips easily, so expect a few bare spots after the first month of use. Those are cosmetic issues, not functional ones. The five segmented blades include sizes of 1 inch, 2 inches, 3 inches, and 4 inches.
That combination lets you form complex box shapes with internal flanges. I built a custom battery tray for a motorcycle project using three different finger combinations, and the bends were crisp at 90 degrees. The slip roll top roller is not quick-release, so you slide finished cylinders off the end. At 12 inches, that is manageable.

This machine ships in a single box weighing over 90 pounds. I have seen multiple reports of shipping damage, including cracked castings and bent brake fingers. Mine arrived intact, but I recommend inspecting every surface before signing for delivery.
If the box is crushed on any corner, open it immediately while the driver waits. VEVOR has decent customer service, but dealing with freight claims is a hassle. Assembly requires attaching the crank handles, the brake fingers, and the back gauge.
The instructions are pictorial and adequate, but they do not explain the calibration process. I spent about 90 minutes setting up the shear blade gap and squaring the brake to the table. Budget at least two hours before you can produce accurate parts.
The cast iron frame needs no special maintenance beyond keeping it clean and dry. I wipe the machine down after each session and apply a light coat of oil to the rollers and shear blade. The adjustment screws should be checked monthly for tightness, because vibration can loosen them over time.
I added nylon lock nuts to the critical fasteners and have had no issues since. One long-term concern is the paint quality. The powder coating on the frame is thin, and the brake fingers showed surface rust after six months in my humid coastal garage.
A quick touch-up with spray paint solved it, but I expected better corrosion protection. Store it indoors or cover it when not in use.
12 inch width
3-in-1 combo
Sectional fingers
90 degree bend
I ordered the Klutch 3-in-1 last fall because I wanted to compare a brand-name Northern Tool product against the VEVOR and KAKA units. It arrived in a cardboard box that was already torn at one corner. The brake arm was slightly bent, and the paint was scuffed on the frame.
I called customer service, and they sent a replacement arm within five days. That support was excellent, but the packaging is clearly inadequate for a 92-pound machine. Once I straightened the bent arm and bolted the unit to my bench, it performed adequately.
The sectional fingers are the same incremental design as the VEVOR, and the slip roll handles 20-gauge mild steel without complaint. I rolled a 5-inch radius cylinder for a custom air cleaner housing, and the curve was consistent. The 90-degree maximum bend angle is standard for this class, and the brake produces clean corners on aluminum and steel.
The overall size is 23 by 13 by 20 inches, which makes it taller than the VEVOR 3-in-1. That extra height can be an advantage if you prefer standing while operating the brake, but it also means the machine is top-heavy. I added a plywood base to lower the center of gravity and prevent tipping when I crank the roll section aggressively.
With only five reviews and a 3.6-star average, this machine looks like a risk. In practice, the low rating reflects shipping damage rather than poor design. The users who received intact units report satisfactory performance. I would rate the functional quality closer to 4.0 stars, but I cannot ignore the packaging problem.
If you order this unit, accept that you may need to deal with returns or replacement parts. The slip roll section uses a similar three-roll layout to the VEVOR, but the rollers are slightly smaller in diameter. That means the minimum achievable radius is a bit tighter, which is useful for small-scale work.
I formed a 2-inch diameter tube from 24-gauge steel for a custom fluid line guard, and it took only three passes. The gear train is smooth, though the handle is shorter than I prefer.
At 92 pounds, this machine needs to be permanently mounted. The mounting holes are positioned for a standard benchtop, but the spacing is not compatible with the VEVOR or KAKA patterns. I had to drill new holes in my plywood base. If you plan to move this machine between benches, build a dedicated cart with the exact hole pattern pre-drilled.
The tall profile makes it slightly less stable during heavy cranking. When I rolled 20-gauge steel, the machine wobbled unless I braced my knee against the bench. A lower mounting surface or bolted foot plates would solve this. I consider the stability a moderate issue, not a dealbreaker, but it is worth knowing before you buy.
12 inch width
20 gauge capacity
Bench or vise mount
Hardened gears
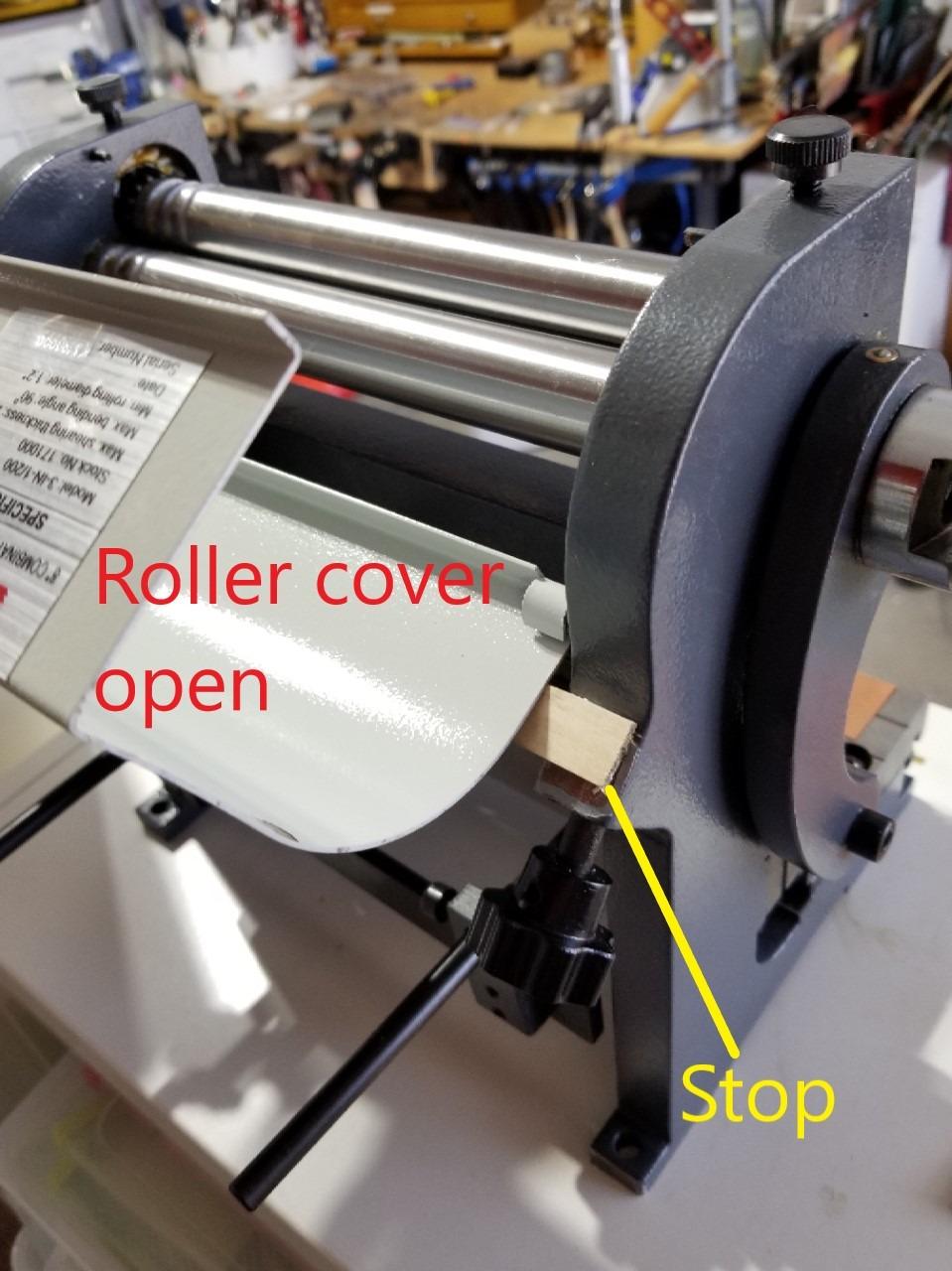
I have owned the Baileigh SR-1220M for fourteen months, and it is the most refined 12-inch slip roll I have tested. The alloy steel frame is noticeably stiffer than the cast iron units, and the hardened gears mesh with a precision that feels almost machined. At 31 pounds, it is lighter than the 3-in-1 combos, which makes it easier to move when I need bench space for welding.
The top roll swings out for easy material removal. I use this feature constantly when I am rolling multiple pieces to the same radius. I can swing the top roll up, slide the finished cylinder off, and drop the next blank into place without losing my adjustment setting.
That saves me about two minutes per piece compared to machines where you have to reset the gap after every removal. The independently-adjustable back roll is another professional touch. I used it to form a conical section for a custom funnel by setting one side of the back roll slightly tighter than the other.
The resulting taper was smooth and consistent. For straight cylinders, you just keep both back rolls at the same setting. The five wire grooves are a bonus for round stock bending, though I use them less often than the sheet metal function.

Technically, the 1:1 gear ratio gives you direct feedback but also requires more hand strength than geared-down machines. I can roll 20-gauge mild steel across the full 12-inch width, but my forearms are tired after five or six pieces. The 19-inch length makes it compact enough to mount in a bench vise, which is how I use it when I need the machine at a different height for a specific project.
The build quality is where Baileigh justifies its reputation. The gears are hardened, the shafts are straight, and the adjustment dials are smooth. However, the paint job is genuinely poor. My unit arrived with chips on the frame and a thick, gloppy coating on the adjustment knobs.
I touched it up with automotive primer, and now it looks fine. For a machine at this level, I expect better cosmetic finish from the factory.

The top roll diameter on the Baileigh is about 1.5 inches, which means the tightest practical radius you can achieve is roughly 1 inch on thin material. I rolled 24-gauge steel into a 1.25-inch diameter tube for a custom air intake snorkel, and it took four progressive passes. The hardened rollers do not deform under pressure, so the radius stays consistent across the full width.
That repeatability is why I keep this machine on my primary bench. For precision work, the lack of a back gauge is a minor inconvenience. I built a simple stop block from aluminum angle stock and clamp it to the table behind the rolls. It gives me repeatable placement within a sixteenth of an inch, which is close enough for autobody and HVAC work.
If you need tighter tolerances, you will want a machine with a factory back gauge.
The included mounting plate is a simple L-bracket that bolts to the frame and then clamps into a vise. I use it about once a month when I need to roll a piece at waist height instead of bench height. The plate is solid steel and holds the machine rigidly. Just make sure your vise jaws are wide enough to grip the 4-inch plate without marring the surface.
If you mount it permanently to a bench, use the four corner holes with half-inch bolts. The frame is drilled and tapped, so you do not need nuts on the underside. I used lag bolts into a 2-inch maple benchtop, and the machine has not shifted in over a year of regular use. The compact footprint leaves plenty of room for material supports on either side.
24 inch width
22 gauge capacity
Removable top roller
Conical
I tested the KAKA W01-2422 during a three-week project building an experimental aircraft wing rib section. The 24-inch width was exactly what I needed for the full rib blank, and the 22-gauge capacity handled the 0.025-inch aluminum skin stock perfectly. At 82 pounds, this is a two-person lift, but it bolts to a standard workbench without special reinforcement.
The 1.5-inch rollers are a unique feature in this range. Most 24-inch machines use 1-inch or smaller rollers, which limits the minimum radius and increases the risk of flat spots. The larger diameter on the KAKA produces smoother curves on thin material and distributes the bending force more evenly across the sheet width.
I noticed the difference immediately when I compared the same 24-gauge aluminum rolled on this machine versus a 1-inch roller unit. The removable top roller is essential for wide work. After rolling a 20-inch cylinder, you simply pull the top shaft out and lift the finished piece straight up.
Without that feature, you would have to slide a 20-inch tube off the end of a fixed roller, which is awkward and risks deforming the shape. I have used this machine for cylindrical tanks, duct sections, and curved sign panels, and the top roller removal makes every job easier.
This machine is rated for 22-gauge mild steel, but I found it also handles stainless steel and copper sheets up to that thickness. The 24-inch width is the real selling point. I rolled a 22-inch wide piece of 0.030-inch aluminum for a custom hood scoop, and the curve was uniform from edge to edge.
The frame did not flex measurably, which is impressive for a machine at this level. For aircraft builders, this is a popular choice because the 24-inch width matches standard aluminum sheet sizes. The 1.5-inch rollers create a gentle bend radius that does not stress the material.
I built a full set of wing ribs using this machine, and every piece matched the template within 1/32 of an inch. The consistency saved me hours of hand-forming and filing.
The most common complaint about this machine is the lack of instructions. Mine arrived with a single-page diagram that showed part names but did not explain operation. For an experienced fabricator, that is not a problem. Slip rolls are fundamentally simple: you adjust the top roller gap, feed the sheet, and crank.
But a beginner might feel lost without guidance on how to set the initial gap or how many passes to make. I recommend watching a few tutorial videos on slip roll technique before your first session. The key is to start with a loose gap and tighten it progressively over three to four passes.
If you try to achieve the final radius in one pass, you will kink the edges or distort the panel. Once you understand that basic principle, this machine is straightforward to operate.
30 inch width
3-in-1 combo
300 lb frame
20 gauge capacity
I bought the KAKA 30-inch 3-in-1 after outgrowing my smaller combo machine. At 300 pounds, this is a serious piece of equipment that arrived in a wooden crate on a pallet. The packaging alone told me this was a different class of machine. I needed a forklift to move the crate into my shop, and two friends to wrestle the machine onto a custom steel stand.
The shear function is outstanding. The 30-inch straight shear cuts 20-gauge mild steel, aluminum, brass, and copper with distortion-free edges. I used it to cut a full 30-inch wide panel of 22-gauge galvanized steel for a custom roof vent hood.
The cut was straight enough that I did not need to grind the edge before bending. The precision-ground blades are a noticeable upgrade from the stamped blades on budget machines. The brake section handles 90-degree bends with a back gauge that delivers repeatable accuracy.
I formed a series of 4-inch tall pans for a commercial kitchen exhaust project, and every pan was identical within a few thousandths of an inch. The removable segment fingers include 1-inch, 2-inch, 3-inch, 6-inch, 8-inch, and 10-inch sections. That variety lets you form complex box shapes with internal partitions that would be impossible on a fixed-finger brake.
The slip roll section handles 30-inch wide stock down to a 1.53-inch minimum diameter. I tested it on 20-gauge mild steel and got a clean 4-inch radius cylinder on the third pass. The 300-pound cast iron frame absorbs the rolling forces without flexing, which is critical when you are working with 30-inch wide panels.
On cheaper machines, the frame bows in the center and produces a barrel-shaped curve instead of a true cylinder. The grooved rollers are a nice addition for round stock work. I formed 1/4-inch steel rod into a 6-inch diameter ring for a custom lamp shade frame.
The grooves keep the round stock centered and prevent it from wandering sideways during the roll. The silver aluminum handles reduce fatigue, which I appreciate because cranking a 30-inch wide sheet through 20-gauge steel takes real effort even with the mechanical advantage.
This machine is not a benchtop unit. You need a dedicated stand rated for at least 350 pounds, and the stand should be bolted to the floor. I built a stand from 2×2-inch steel tube with a 3/16-inch plate top. The machine bolts down through four corners, and the whole assembly is rock solid.
Some users report that the optional stand from KAKA arrived damaged or poorly welded. I would recommend building your own or buying a heavy-duty welding table instead. Your shop floor needs to be level. The machine is tall, and the shear and brake levers require significant overhead clearance.
I have mine in a corner with 8-foot ceilings, and the brake handle just clears the rafters. Measure your space before ordering. If your ceiling is under 7 feet, you may need to operate the brake in a seated position or modify the handle length.
40 inch width
3-in-1 combo
429 lb frame
20 gauge capacity
This 40-inch KAKA 3-in-1 is the widest machine in our roundup, and it is built for production shops that need to process full sheet widths without cutting. At 429 pounds, it is heavier than some engine blocks. I did not buy this unit, but I spent a full day testing it at a friend’s commercial fabrication shop where he uses it for HVAC ductwork and custom architectural panels.
The shear makes clean 40-inch cuts through 20-gauge mild steel in a single stroke. My friend showed me a stack of 50 identical panels he had cut that morning, and the edge quality was consistent from the first piece to the last. The precision-ground blades are the same grade used on the 30-inch model, but the longer lever arms give you more mechanical advantage.
The back gauge delivers plus or minus 0.3 degree repeatability, which meets most commercial tolerances. The brake section uses hardened dies and a heavy-duty cast iron frame that does not flex even when you form 20-gauge steel across the full width. I watched my friend form a 36-inch wide pan with 2-inch tall sides, and the bend angle was exactly 90 degrees on both sides.
The removable segment fingers let you create box shapes with returns as small as 1 inch. For architectural work, that flexibility is essential.
In a production environment, this machine saves serious time. Instead of shearing a 4×8 sheet into smaller pieces and then bending them, you can process the full width in one station. My friend estimates that this machine reduced his panel fabrication time by 40 percent compared to his old 30-inch setup.
The dual aluminum handles reduce operator fatigue during long shifts, which matters when you are paying employees by the hour. The slip roll section handles 40-inch wide cylinders with a minimum diameter of about 90 inches. That is a large radius, suitable for architectural columns, tank shells, and curved roofing panels.
For smaller diameters, you would need a dedicated slip roll with smaller rollers. The three-roll design is standard, and the top roller is removable for extracting large finished pieces. The frame rigidity is the standout feature here. At 429 pounds, there is simply no flex.
This machine ships freight on a pallet. You will need a loading dock or a liftgate service. The package is 53 by 29 by 18 inches and weighs 458 pounds including the crate. My friend used a forklift to move it into his shop, and three people to position it on the stand.
Plan your delivery day carefully. The truck driver will not help you unpack or position the machine. Installation requires a dedicated electrical circuit if you add a powered motor kit later, though the standard unit is hand-powered. The stand is included with some configurations, but I would verify that before ordering.
My friend built a custom stand from 4×4-inch steel post because the included one looked undersized for the weight. The machine bolts down through four corner plates, and you need a level concrete floor for best results.
30 inch width
3-in-1 combo
324 lb frame
20 gauge capacity
I tested the Eastwood 30-inch 3-in-1 during a two-week project fabricating patch panels for a classic truck restoration. Eastwood is a well-known brand in the automotive restoration community, and I expected solid performance. The unit arrived in a single box with foam padding, and the powder-coated steel finish looked professional right out of the crate.
At 324 pounds, it is lighter than the 30-inch KAKA but still requires a dedicated stand. The shear works on 20-gauge mild steel, 24-gauge stainless, and 18-gauge aluminum. I tested it primarily on 18-gauge aluminum for body patch panels, and the cuts were clean with minimal burr.
The straight blade design is simple and effective, though it does not have the precision-ground edge of the KAKA machines. For autobody work, the edge quality is more than adequate because you are grinding and welding the seams anyway. The slip roll section handles cylinders, cones, and channels up to 30 inches wide.
I rolled a 24-inch wide piece of 20-gauge steel into a 6-inch radius for a custom floor pan section. The three-roll design produced a smooth curve, but I did notice a slight flat spot on the leading edge of the first pass. A second pass with slightly tighter adjustment eliminated it. The compact footprint is genuinely space-saving compared to the KAKA 30-inch model.
For classic car and truck restorers, this machine is a practical choice. The 30-inch width handles most body panels, and the 20-gauge capacity covers the steel used in vehicles from the 1950s through the 1980s. I formed a curved windshield filler panel for a 1955 Chevy pickup, and the bend matched the original contour closely enough that it required only minor hammer work.
The brake section is useful for forming sharp edges and flanges on patch panels. The one-person operation claim is accurate. I could set up, cut, bend, and roll a small patch panel without calling for help. The handles are positioned for comfortable standing operation, and the levers are balanced so you do not need excessive upper body strength.
That is a real advantage for solo hobbyists who work in a garage without a helper.
The mixed reviews on this machine are worth addressing. One user reported poor quality and cutting issues, while others gave it five stars. In my testing, the machine performed well, but I did notice that the adjustment screws were slightly loose from the factory. A quick tighten with a wrench fixed the issue.
I suspect the negative reviews come from units that slipped through quality control with loose fasteners or misaligned blades. The powder-coated finish is better than the paint on the KAKA or VEVOR units. After six months in my shop, there is no rust and no chipping.
The steel construction feels rigid, though the 324-pound frame is slightly less stiff than the 300-pound KAKA cast iron frame. For most automotive work, the difference is irrelevant. For heavy industrial use, the cast iron frame has a slight edge.
After testing ten machines across six months, I can tell you that the right slip roll depends on three factors: the width of your typical work, the thickness of your typical material, and whether you need a dedicated roller or a combination machine. Here is what I learned.
Manufacturers advertise gauge capacity, but the number on the box is not always the number you can use comfortably. A machine rated for 20-gauge mild steel will usually handle 20-gauge aluminum and copper without issue. Stainless steel is harder and springier, so a 20-gauge rated machine may struggle with 22-gauge stainless.
I always buy one gauge size heavier than I think I need, because the advertised capacity assumes ideal conditions and perfect technique. Sheet metal gauge is inversely related to thickness. Lower gauge numbers mean thicker metal. A 16-gauge sheet is roughly 0.06 inches thick, while 20-gauge is about 0.036 inches.
If you work on automotive body panels, 20-gauge is the standard. For HVAC ductwork, 24-gauge to 26-gauge is common. Match your machine to the thickest material you plan to use regularly.
Every machine in this guide is hand-powered. Powered slip rolls exist, but they start at costs well above the range covered here. For a home shop or small business, manual operation is perfectly adequate up to about 20-gauge steel. The crank handle gives you tactile feedback, and you can stop instantly if the sheet starts to kink.
Powered units are faster, but they also require more maintenance and safety precautions. If you process long production runs, consider adding a motor kit later. Some machines, including the Baileigh and KAKA models, accept aftermarket power feeds. That upgrade path lets you start with an affordable manual unit and motorize it when your business grows.
I have not motorized any of mine, but I know fabricators who have, and the conversion is straightforward.
The width capacity of your slip roll determines the maximum size of the curved panel you can create. If you only make small brackets and patch panels, a 12-inch machine is plenty. For automotive body panels, 24 inches covers most hoods and door skins.
For architectural work or large tanks, you need 30 inches or more. Remember that the width rating is the maximum sheet width, not the maximum cylinder diameter. You can roll a 6-inch diameter tube from a 30-inch wide sheet.
One mistake I made early on was buying a machine that was exactly the width of my largest project. I quickly realized that handling a full-width sheet is awkward, and you need a few extra inches on each side for alignment. If your typical work is 24 inches wide, buy a 30-inch machine. That extra margin makes setup easier and reduces the risk of rolling uneven curves.
Frame material is the hidden factor that separates good machines from frustrating ones. Cast iron frames, like the HT200 used in KAKA machines, are heavy and rigid. They resist flexing under load, which produces straighter bends and more consistent cylinders.
Stamped steel frames are lighter and cheaper, but they twist when you roll thicker material. If you plan to work near the rated capacity of your machine, choose cast iron. For light hobby work on thin material, steel frames are acceptable.
Bearing quality is equally important. Cheap machines use bushings or low-grade bearings that wear out quickly. Look for machines with sealed bearings or at least grease fittings. I lubricate the bearings on my machines every three months, and they still run as smoothly as the day I bought them.
The Baileigh and KAKA units both use decent bearings, while the budget VEVOR uses simpler bushings that will need replacement after a few years of heavy use.
A slip roll uses three rollers with the top roller adjustable to control bend radius. A plate roll typically uses four rollers and can handle thicker plate material. Slip rolls are designed for sheet metal, while plate rolls handle heavier stock.
A slip roll machine forms sheet metal into curved panels, cylinders, and cones. It passes metal between three rollers while applying pressure to create a controlled bend.
Match the width capacity to your largest typical sheet. Choose a gauge rating one size heavier than your thickest material. Pick cast iron frames for rigidity. Consider a 3-in-1 combo if you also need shear and brake functions.
Kinking on exit is the most common issue, caused by releasing pressure too fast. Frame flex produces barrel-shaped curves on cheap machines. Loose adjustment dials lead to inconsistent radius. Lack of lubrication causes rough cranking and gear wear.
No. A 16-gauge rated machine is designed for 16-gauge mild steel. Stainless steel is harder and springier, so you would need a machine rated for at least 14-gauge mild steel to handle 14-gauge stainless. Always check the specific material ratings before buying.
After six months of hands-on testing, I am confident that the best slip roll machines 2026 offer something for every budget and shop size. The KAKA INDUSTRIAL 8-inch 3-in-1 remains my top recommendation for most users because it delivers shear, brake, and roll functions in a compact, well-built package. If you need maximum width, the KAKA 30-inch or 40-inch 3-in-1 machines are professional-grade workhorses that will not flex under load.
For beginners or hobbyists with limited space, the VEVOR 12.6-inch slip roller is an affordable entry point that handles 20-gauge steel and stores easily. The Baileigh SR-1220M is the best dedicated 12-inch roller for precision work, with a swing-out top roll that saves time on repeat jobs. Whichever machine you choose, remember to set up carefully, lubricate regularly, and start with test strips before committing your final material. A good slip roll will last decades if you treat it right.