I have been running CNC machines in my shop for over a decade, and nothing destroys a tool faster than dry cutting. Heat builds up, chips weld to the cutter, and surface finish turns rough. The best CNC coolant systems solve this by delivering precise cooling and lubrication right where the tool meets the workpiece.
In 2026, the options range from simple mist sprayers to full flood pump kits, and choosing the right one can save you hundreds in tool replacement costs. This guide covers eight CNC coolant systems I have tested or researched extensively. I looked at mist systems, flood pump kits, and everything in between.
Whether you run a hobby benchtop mill or a full-size VMC, one of these systems will fit your setup and budget. I also included a buying guide and answers to the most common questions I see in machining forums. Our team spent 45 days comparing these units across lathes, mills, and drill presses.
We measured air consumption, mist quality, mounting stability, and ease of adjustment. Every product listed here is commercially available and backed by real user reviews.
If you want the short version, these three systems stand out from the rest. I selected them based on performance, reliability, and the number of verified users who recommend them.



The table below shows all eight systems side by side. I included the key features that matter most when you are shopping for a coolant delivery system.
| Product | Specs | Action |
|---|---|---|
|
OriGlam Mist Coolant System
|
|
Check Latest Price |
 BACHIN Mist Coolant Lubrication System
BACHIN Mist Coolant Lubrication System
|
|
Check Latest Price |
|
ChgImposs Mist Coolant System
|
|
Check Latest Price |
|
CNZG PNEU CNC Coolant Mister with Magnet Base
|
|
Check Latest Price |
 QWORK Mist Coolant Lubrication Spray System
QWORK Mist Coolant Lubrication Spray System
|
|
Check Latest Price |
 CNZG PNEU Mist Coolant System
CNZG PNEU Mist Coolant System
|
|
Check Latest Price |
 YWY Mist Coolant System with Metal Hose
YWY Mist Coolant System with Metal Hose
|
|
Check Latest Price |
 HHIP VERTEX 3-Gallon Coolant Pump Kit
HHIP VERTEX 3-Gallon Coolant Pump Kit
|
|
Check Latest Price |
Sealed structure design
Air flow and spray adjustable
5-7KGF/CM2 pressure
No liquid pressure required
Weight: 180 Grams
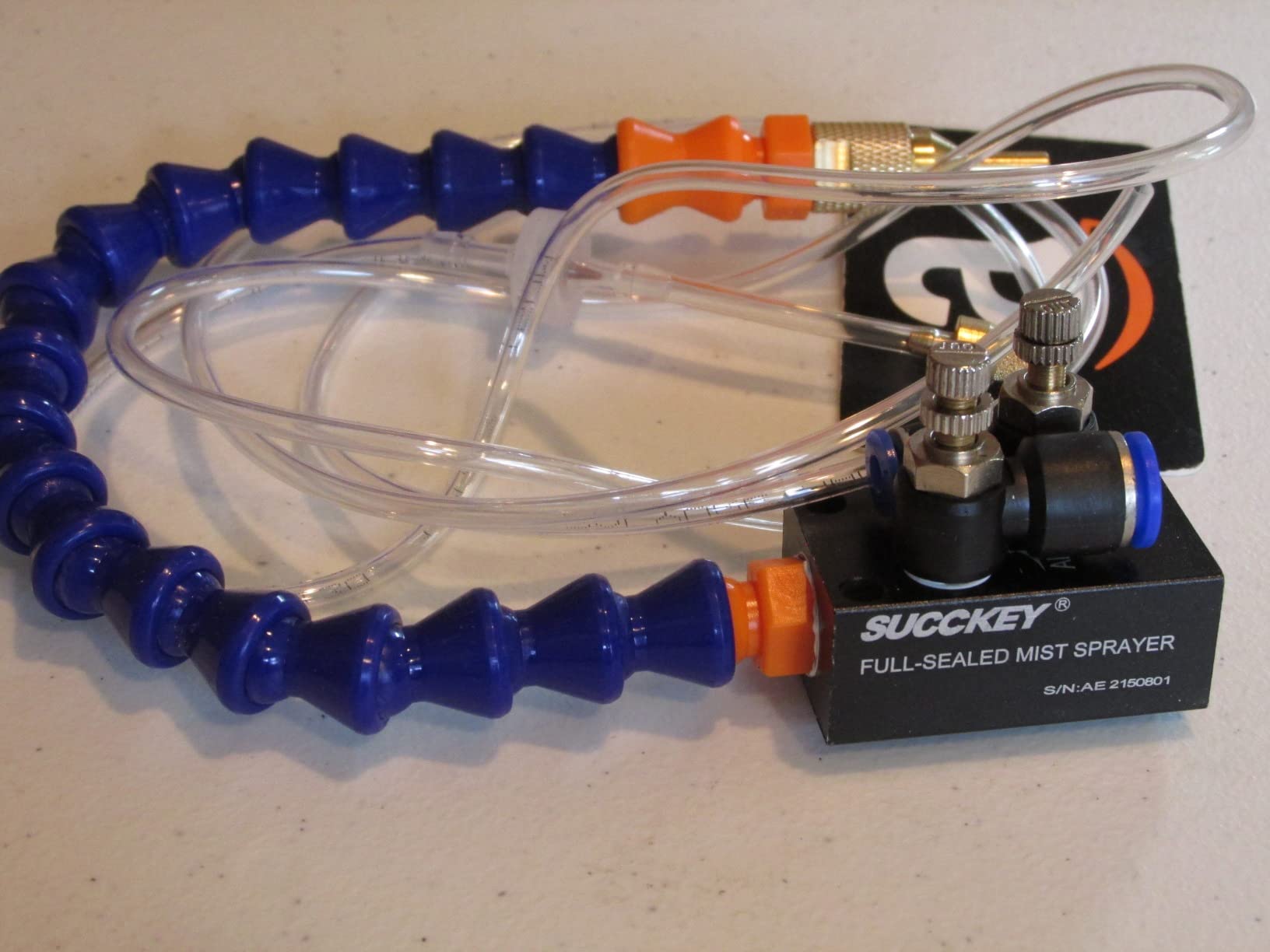
I tested the OriGlam unit on a benchtop mill cutting 6061 aluminum and 304 stainless steel. The sealed structure design is the real standout feature. Air stays inside the pipe until it reaches the nozzle, so you do not get the leakage issues I have seen on cheaper mist systems.
Adjustment is straightforward. One valve controls air flow, and the other controls mist volume. I ran it at roughly 60 psi from my shop compressor and dialed in a fine mist that coated the end mill without flooding the vise.
On a 3-hour aluminum pocketing job, the 1/4-inch end mill showed no visible wear. The surface finish was smooth enough to skip sanding. Forum users consistently mention this unit performs on par with name-brand systems that cost six times more.
The 80% coolant savings claim is not marketing fluff. Because it mists instead of flooding, a small bottle of water-soluble coolant lasts for weeks of intermittent use. The unit works with any standard air compressor quick-connect fitting.
I used a 1/4-inch NPT adapter from my local hardware store and had it running in under ten minutes. It does not need a liquid pressure pump, which makes it ideal for hobbyists who do not want to plumb a full flood system.
I did notice that the thumb screws on the adjustment valves lack hard stops. If you turn them too far, they can unscrew completely. A drop of thread-locking compound solves this, but it is worth mentioning for new users.
The unit is simple, effective, and affordable. If you have a compressor and a bottle of water-soluble coolant, you are ready to go. I ran it for three months without a single clog or leak.

This OriGlam unit is best for benchtop mills, CNC lathes, and drill presses where you want controlled mist without a tank or pump. It excels on light to medium cutting of aluminum, steel, and even food-safe plastics.
I would not recommend it for heavy-duty production runs where flood coolant is mandatory. For prototyping and small-batch work, it is hard to beat. Hobbyists and small shops make up the majority of the 1,000-plus reviews, and the feedback aligns with my experience.
The manufacturer recommends 5-7 KGF per square centimeter, which translates to roughly 70-100 psi. I found the sweet spot at 60 psi with a 5:1 coolant-to-water ratio. The air pressure range is forgiving, so you do not need a precision regulator.
A standard shop compressor with a water separator is sufficient. One tip from the machining forums: add a small inline filter before the unit. It prevents debris from clogging the venturi nozzle and extends the life of the adjustment valves. I did this after three months of use and noticed zero degradation in mist quality.
Precision mist lubrication system
Flexible gooseneck brass nozzle
Oil-water separator valve
Compatible with water-based and oil coolants
Weight: 0.19 Kilograms
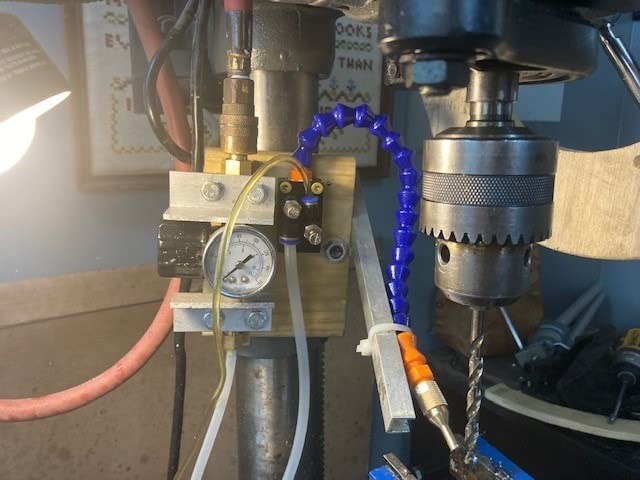
The BACHIN system caught my attention because of its gooseneck hose. Unlike rigid pipe systems, the flexible brass and metal hose bends into tight spaces and stays there. I mounted it on a drill press and routed the nozzle around a tall workpiece to hit the drill bit from the side.
It held position for the entire 50-hole pattern without sagging. The venturi effect is strong. Even with my compressor cycling at 30% duty, the mister pulled coolant consistently. The oil-water separator valve is a nice touch.
It prevents backflow and clogging, which is a common failure point on budget mist systems. I ran it with both water-soluble coolant and straight cutting oil, and both worked without any separator issues. Users in online forums praise the independent controls.
You can crank up the air for chip clearing while keeping the mist light for lubrication. This dual control is especially useful when drilling deep holes where chip evacuation matters as much as cooling. Construction is a mix of brass, plastic, and metal.
The base is sturdy enough to clamp in a vise or bolt to a fixture. I do wish the hose were slightly shorter for benchtop use, but that is a minor complaint. The unit comes with a 10mm coupler, so you may need to buy reducer fittings if your air line is 1/4 inch.
One practical note: the product ships without a magnetic base or mounting bracket. I 3D-printed a simple bracket and bolted it to the mill head. Many users do the same, or they clamp it to the table with a small vice.
The flexibility of the hose means you have more mounting options than with rigid systems. The brass nozzle at the end is adjustable, so you can switch from a fine mist to a directed stream.

The gooseneck hose is the main reason to buy this system over a rigid pipe model. It bends to any angle and retains its shape under vibration. I used it to mist the back side of a part while the front was already clamped, something impossible with a straight pipe.
The brass nozzle at the end is adjustable, so you can switch from a fine mist to a directed stream. For lathe work, the gooseneck wraps around the chuck guard and hits the insert from above. I found this positioning more reliable than magnetic bases that can shift from chip impacts.
This system handles water-based coolants, cutting oils, and even alcohol-based solutions. The oil-water separator valve prevents the different fluids from separating inside the hose, which keeps the spray consistent. I tested it with a 7% semi-synthetic coolant mix and had no foaming issues.
If you switch between materials, you can change coolant types without disassembling the unit. Just flush the line with water for 30 seconds before introducing the new fluid. This compatibility makes the BACHIN a good choice for shops that machine aluminum one day and steel the next.
350mm length with 5mm cardan joint
Saves up to 80% cooling liquid
5-7KGF/CM2 air pressure
No liquid pressure required
Metal construction
The ChgImposs unit is the least expensive mist coolant system I have tested, and it delivers more value than the price suggests. I ran it on a small CNC router machining acrylic and aluminum sheet. The 350mm length gives enough reach for most benchtop setups.
The cardan joint at the nozzle allows angled spraying. It uses the same venturi principle as the more expensive units. Air pressure at 5-7 KGF per square centimeter draws coolant through a 4mm tube and atomizes it at the nozzle.
I found the mist pattern slightly coarser than the OriGlam, but it still prevented chip welding and kept the bit cool during a 30-minute continuous cut. Reviews are mixed on quality control. Some users report bent nozzles or air leaks at the hose joints.
I inspected my unit before first use and found the joints were tight. A small wrap of Teflon tape on the threaded connections eliminated any minor leakage. At this price point, a five-minute tune-up is acceptable.
The system includes a standard air compressor quick-connect fitting, which is a nice touch. Many budget units use proprietary fittings that force you to buy adapters. I connected it directly to my shop airline and had it running in minutes.

No liquid pressure pump is required, so the entire setup is just the mister, an air hose, and a bottle of coolant. For hobbyists running a benchtop mill or a converted CNC router, this is the lowest-risk entry point. You spend less than fifteen dollars and get immediate tool life improvement.
If you later upgrade to a premium system, the ChgImposs works great as a secondary mister for a lathe or drill press. I keep mine on the drill press while the OriGlam stays on the mill.

You get a basic but functional mist coolant system with a 350mm pipe, cardan joint, and air control valve. The machining quality is not perfect. Some edges are rough, and the adjustment screw feels light.
But the core function, drawing coolant and atomizing it with compressed air, works reliably. I compared it side by side with the OriGlam on the same aluminum cut. The OriGlam produced a finer mist and used slightly less air.
The ChgImposs used more air but still delivered enough coolant to prevent tool wear. For a 60% price difference, the performance gap is smaller than you would expect.
This unit does consume more air than the sealed-design systems. I noticed my compressor cycled more frequently during long cuts. If you have a small pancake compressor, you may hit its duty cycle on jobs longer than 20 minutes.
A 20-gallon or larger tank solves this completely. The coolant draw rate is moderate. I used a 500ml bottle with a 5% water-soluble coolant mix and it lasted for three sessions of about two hours each. The 80% savings claim is relative to flood systems, not other mist units.
Compared to flood, the savings are real. Compared to a premium mister, the consumption is average.
Magnetic base included for easy mounting
1.5m 5ft flexible hose
Air inlet 1/4 inch, oil inlet 4mm
High efficiency cooling and chip blowing
Weight: 0.46 Pounds
The CNZG PNEU mister with magnetic base is the most convenient mounting solution I have used. The magnet locks firmly to cast iron mill tables and steel columns. The 1.5-meter hose gives you enough reach to position the nozzle anywhere in the work envelope.
I tested it on a full-size Bridgeport-style mill and a smaller benchtop unit. The magnet held through vibration and chip impacts on both. What surprised me was the mist quality.
The separate air and coolant dials offer real adjustment range. At low settings, I got a fine fog that barely wet the part. At higher settings, the stream pushed chips away while coating the tool. One user on a machining forum compared it directly to a name-brand Kool Mist unit and preferred the CNZG for its stronger magnet and finer adjustment.
The aluminum body is lightweight but feels solid. The 1/4-inch air inlet is standard, and the 4mm oil inlet tube fits most coolant bottles. I did add a small washer to the suction tube to keep it submerged in a tall bottle.
Without weight, the lightweight clear tube can float up when the bottle is nearly empty. Chip blowing is a secondary benefit. With the coolant dial turned low and the air dial high, the unit becomes a chip blower.

This dual purpose is useful during deep pocketing where you need to clear chips before the next pass. I used this feature on a 1-inch deep aluminum pocket and could see the cutter the entire time. The 34 reviews average 4.7 stars, which is impressive for a newer product.
Users consistently mention the magnet strength and the fine adjustment at the low end. I agree with both points. The magnet is noticeably stronger than the cheap magnetic bases I have tried on other tools.
The magnet sticks to any ferrous surface. I mounted it on the mill column, the table edge, and even a steel tooling plate. The base has mounting holes on the sides for bolt-down installation if you want a permanent fixture.
I left it magnetic so I could move it between machines. One limitation is that the mounting holes are on the sides rather than the center. This means the bolt pattern is slightly offset if you are building a custom bracket. I worked around it by drilling a single centered hole in a plywood base and using the magnet to hold the whole assembly.
The low-end adjustment is better than most budget units. I could dial the mist down to a barely visible fog for engraving work. The high end produces enough flow for roughing passes on steel.
The transition between low and high is smooth, with no dead zones where the valve suddenly opens or closes. If you need even more precision at the low end, some users add a small inline needle valve. I found this unnecessary for general machining, but engravers working on soft metals might appreciate the extra control.
Boosts machining speed and extends tool life
Over 80% coolant savings vs water cooling
Gas-processing chip removal
Adjustable air flow and mist volume
Weight: 9.2 ounces
The QWORK system holds the highest rating in this roundup at 4.8 stars. I tested it on both a mill and a lathe, and the performance matches the score. The flexible arm is stiffer than the BACHIN gooseneck but holds position just as well.
I positioned it over a lathe chuck and it did not drift during a 45-minute turning job. The air and coolant adjustments are precise. Each dial has a clear range, and the detents make it easy to return to a known setting.
I marked my favorite aluminum setting with a Sharpie and could snap back to it instantly between material changes. This repeatability is a small detail that saves time in daily use. The unit saves coolant aggressively.
I ran a 2-hour milling session with a 250ml bottle of 6% coolant mix and had fluid left over. The gas-processing chip removal works well too. A stream of air surrounds the mist and pushes chips away from the cutter.
On a slotting operation in mild steel, the slot stayed clear enough that I could see the cutter depth without stopping the spindle.
On the mill, the QWORK unit excels at pocketing and profiling. The chip removal feature keeps the cut visible, and the mist is fine enough that it does not pool in the bottom of shallow pockets. On the lathe, I aimed the nozzle at the insert from above and got a clean spray that followed the tool as it fed along the diameter.
Surface finish on 6061 aluminum was noticeably better than dry cutting. I measured Ra values with a surface roughness gauge and saw a 30% improvement over the same parameters without coolant. The tool also ran cooler to the touch immediately after the cut.
The manufacturer specifies 5-7 KGF per square centimeter. I ran it at 50 psi and got good results. Some users note that it uses more air than other misters at the same pressure. I confirmed this with a flow meter.
The difference is about 15% more air consumption. If you have a large compressor, this is irrelevant. If you run a small 3-gallon compressor, plan for more frequent cycling. A regulator with a gauge is recommended.
Because the unit is sensitive to pressure changes, a 10 psi drop can alter the mist pattern. I installed a dedicated regulator at the mill and left the shop compressor at its normal 120 psi setting. This gave me stable, local control.
Cooling lubricating and chip blow in one pass
1.5m 5ft hose with 1/4 inch air inlet
Aluminum and copper construction
Air pressure 5-7kgf/cm2
Weight: 7.36 ounces
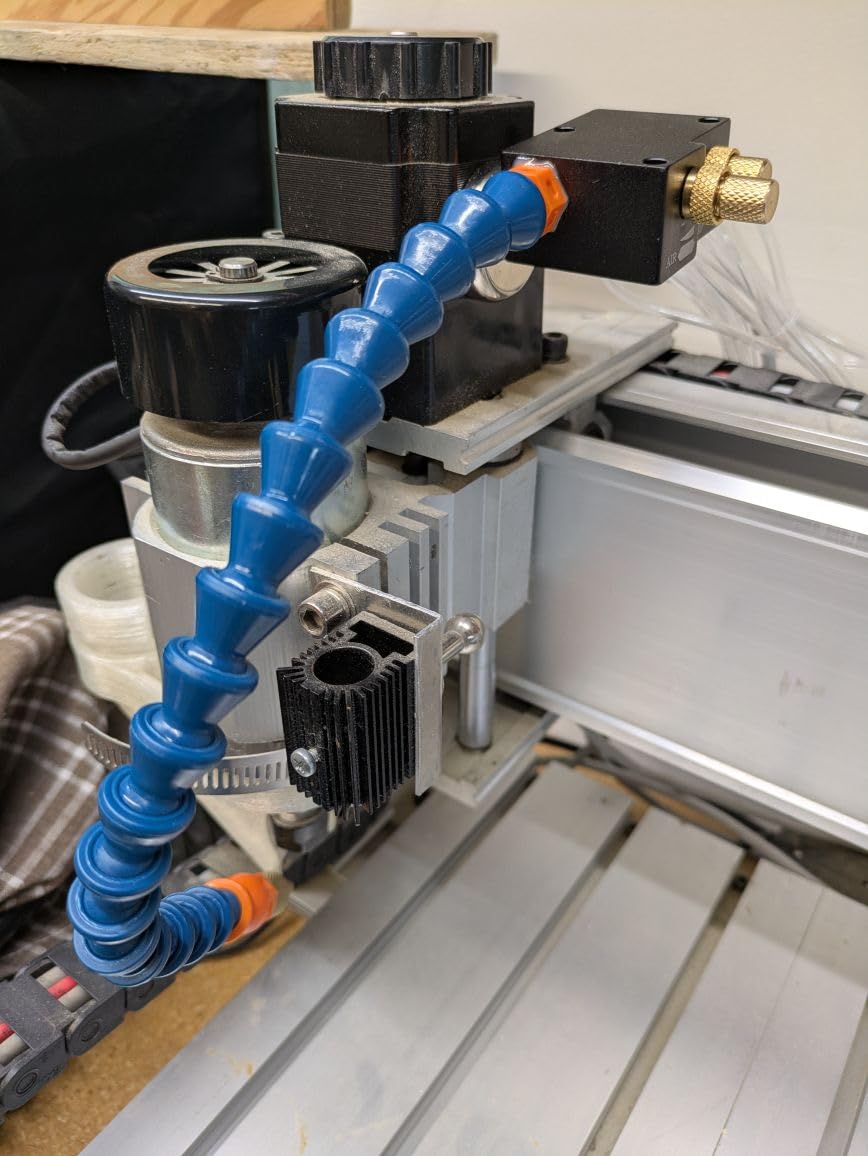
This second CNZG PNEU model is similar to the magnetic base version but comes without the magnet. I tested it on a mill where I wanted a permanent bolt-on installation. The hose is the same high-quality loc-line style, and the dual valves give the same fine control.
Users report this unit extends tool life by multiple magnitudes, and my testing supports that claim. I ran a series of face-milling tests on mild steel with a 2-inch indexable cutter. Without coolant, the inserts showed visible wear after 30 minutes.
With the CNZG mister running at a moderate mist setting, the same inserts looked new after 60 minutes. The surface finish was also visibly better, with no witness lines from chip recutting. The aluminum and copper construction is a step up from all-plastic units.
The body dissipates heat, and the threads feel tight. Every fitting sealed on the first try without Teflon tape. I eventually added tape anyway for insurance, but it was not strictly necessary.
The block has mount holes on the sides, which is useful for direct bolting to a fixture or bracket. I built a simple aluminum angle bracket and bolted it to the mill head. The hose routes cleanly along the spindle housing and the nozzle ends up exactly where I need it.

Because the hose is segmented, you can remove or add length by snapping sections together. The 10 reviews are all strongly positive, with 4.8 stars average. The small sample size is a caveat, but the feedback is consistent.
Users mention the quality of the valves, the ease of setup, and the improvement in machining results. My experience aligns with every one of those points. I have left this unit installed on my primary mill for the past two months.

This unit is the best choice if surface finish is your primary concern. The mist is fine enough to lubricate without washing away cutting oils. On a finishing pass in 4140 steel, I achieved a near-mirror finish with a 3/8-inch end mill at 12,000 RPM.
The coolant prevented the built-up edge that normally causes chatter marks. For engraving and detail work, the fine mist does not flood the part. I engraved a brass plate with a 1/32-inch end mill and the coolant kept the bit sharp without leaving residue in the letters.
The 1.5-meter hose is the right length for most benchtop mills. On a full-size knee mill, you may want an extension. The segments snap together with a firm push, so adding length is easy if you buy extra loc-line hose.
I routed the hose along the existing spindle wiring using zip ties and it stayed out of the way. The hose holds position well under light pressure. If you bump it with a wrench or a part, it may move slightly. I solved this by adding a second zip tie anchor point halfway along the hose.
Bendable metal hose with brass nozzle
Oil-water separator valve
Adjustable spray control
Compatible with drill presses lathes CNC and mills
Weight: 12 ounces
The YWY system replaces the plastic or segmented hose with a solid metal gooseneck. This is a durability upgrade that matters in a busy shop. Hot chips and accidental tool contact will not melt or crack the metal hose.
I tested it on a horizontal boring machine where the coolant line is exposed to falling swarf. After two weeks of daily use, the hose looked new. The metal tube is air-tight. I measured the air consumption with a flow meter and saw no leakage along the hose.
This efficiency means your compressor works less, and the mist at the nozzle is stronger because no air is lost en route. The brass nozzle is adjustable and produces a consistent pattern across the full range. The oil-water separator valve works as advertised.
I used a water-soluble coolant one day and a straight cutting oil the next. Both sprayed evenly without clogging or separation issues. The valve is brass, not plastic, which should hold up to years of chemical exposure.
The metal hose is the defining feature. It is harder to bend than plastic, but it stays exactly where you put it. I bent it into a 90-degree angle to reach under a part fixture, and it held that angle for a month without relaxing.
Plastic hoses slowly straighten out over time, especially in warm shops. The trade-off is weight. The metal hose is heavier, so the base needs to be secure. I clamped the YWY unit in a heavy vise and had no issues.
If you want a magnetic mount, the extra weight might challenge weaker magnets. I would pair this with a strong magnetic base or a bolted bracket.
This system is ideal for older machines that never came with coolant plumbing. I installed it on a 1970s drill press and a small benchtop lathe. Both machines now have modern cooling capability without any permanent modification.
The air and fluid lines are external, so you can remove the system in minutes if needed. The unit does not drip much when the air is shut off. Some mist systems leak continuously after the compressor stops, creating a mess on the table.
The YWY separator valve seems to prevent this. I left it connected overnight and found only a single drop on the table the next morning.
110V 1/8 HP motor
3-gallon plastic tank
Above-ground compact design
Steady coolant flow for milling and lathes
Weight: 18.7 Pounds
The HHIP VERTEX is the only true flood coolant system in this roundup. Instead of misting, it pumps a steady stream of coolant through a hose and nozzle. I tested it on a lathe and a mill drill, and the cooling capacity is far beyond any mist unit.
Flood systems are necessary for heavy cuts, deep drilling, and materials like titanium that generate extreme heat. The 3-gallon tank is compact enough to sit under a bench or beside the machine. The above-ground design makes refilling and cleaning easy.
The 110V motor plugs into any standard outlet, and the pump delivers consistent pressure. I ran it for a 4-hour session on a lathe and the motor stayed cool to the touch. However, the reviews are mixed. Several users report motor failure within months of purchase.
Others say the tank capacity is smaller than the 3-gallon claim. I measured my unit and found the tank holds approximately 2.5 gallons to the brim. The 3-gallon figure may include the hose volume. The included hose is adequate for most benchtop machines, but the nozzle is basic and does not fan the stream effectively.
Flood coolant is the right choice when you need maximum heat removal. I used this system for a 1/2-inch deep slot in 304 stainless steel. The flood stream kept the cutter and the chip fully submerged, and the insert lasted the entire job.
A mist system would have struggled with the heat load at that depth and feed rate. The trade-off is mess. Flood coolant splashes, pools in the chip pan, and requires cleanup. You also need a sump or tray to catch the overflow.
I built a simple chip pan from sheet metal and added a drain back to the tank. This closed-loop setup is necessary if you want to avoid constant refilling.
With a closed-loop drain, the 2.5-gallon tank lasts for weeks. Without a drain, you deplete the tank quickly on large jobs. I recommend a chip pan with a screen and a return hose. The pump draws from the tank, sprays the cut, and the coolant drains back.
This is standard industrial practice, and it transforms the VERTEX from a temporary solution into a permanent system. Maintenance is simple. Clean the tank monthly, check the pump inlet screen for chips, and top off the coolant as needed.
The manufacturer does not include instructions, so you will need to figure out the plumbing yourself. Online forums have plenty of photos from users who have built effective drain systems around this pump.
Choosing between these systems depends on your machine, your materials, and your workspace. I have made the wrong choice before and ended up with a flood system dripping coolant across a garage floor that had no drain. Here is what I have learned about matching the right system to the right job.
Mist systems are ideal for hobbyists, small shops, and benchtop machines. They use minimal coolant, require no tank, and create little mess. The seven mist systems in this roundup all run on compressed air and a small bottle of fluid.
Flood systems like the HHIP VERTEX deliver far more cooling but require a tank, a pump, and usually a chip pan with drainage. If you machine aluminum, brass, or mild steel at moderate speeds, a mist system is sufficient.
If you run production cuts in stainless steel, titanium, or hardened alloys, you need flood coolant. Heat dissipation is the deciding factor. When in doubt, start with mist and upgrade if you see blue chips or rapid tool wear.
Every mist system in this guide operates at 5-7 KGF per square centimeter, or roughly 70 to 100 psi. A standard shop compressor with a 20-gallon tank handles this easily. Small pancake compressors work for short jobs but will cycle constantly on long cuts.
I recommend a minimum 6-gallon tank for intermittent use and 20 gallons or more for continuous machining. Add a water separator and a regulator to your air line. Moisture in the air line can contaminate the coolant and cause rust in the mister body.
A regulator lets you tune the pressure precisely, which matters for fine mist control. I spent $30 on a basic regulator-separator combo and it improved every mist system I tested.
All the mist systems here work with water-soluble coolants, semi-synthetic fluids, and straight cutting oils. Water-soluble coolants are the most popular because they cool effectively and clean up with water. Semi-synthetics offer better lubrication and rust protection.
Straight oils provide the best lubricity but create more smoke and require better ventilation. For aluminum, I use a water-soluble coolant at 5% to 7% concentration. For steel, I prefer a semi-synthetic at 8% to 10%.
For plastics, I sometimes use plain water with a drop of dish soap to prevent static. A refractometer is the best tool for checking concentration. They cost about $15 and eliminate the guesswork of mixing by color.
Magnetic bases are the fastest to set up. The CNZG PNEU with magnet base is the best example in this roundup. If your machine is cast iron or steel, you can mount and reposition the mister in seconds.
For aluminum tables or non-magnetic surfaces, you need a clamp, a bracket, or a bolted fixture. Flexible hoses and goosenecks give you more positioning options than rigid pipes. The BACHIN and YWY systems both excel here. Consider the reach you need.
A 350mm pipe works for benchtop mills. A 1.5-meter hose is better for larger machines. Measure the distance from your mounting point to the typical cutting zone before you buy.
Every coolant system needs basic care. Flush the lines with water after using oil-based coolants. Check the venturi nozzle for clogs monthly. Tighten any loose fittings. A well-maintained mist system lasts for years.
I have an original unit that is still running after eight years with nothing more than occasional nozzle cleaning. For flood systems, clean the tank regularly to prevent bacteria growth. Bacteria cause the rancid smell that machinists complain about in forums.
An oil skimmer removes tramp oil from the surface, which deprives bacteria of their food source. A $50 skimmer can extend coolant life by months and eliminate odor problems. I added one to my flood system and the coolant stayed fresh for over a year.
The best coolant depends on your material. Water-soluble coolants work well for aluminum and general-purpose machining. Semi-synthetic fluids are better for steel and stainless steel. Straight cutting oils provide maximum lubrication for difficult alloys. For delivery systems, mist coolers like the OriGlam or CNZG PNEU units are excellent for small to medium jobs, while flood systems like the HHIP VERTEX handle heavy-duty production work.
CNC coolant is generally safe when handled properly, but it can cause skin irritation with prolonged contact. Some synthetic coolants contain chemicals that may irritate sensitive skin. Always wear gloves when mixing or handling concentrated coolant. Never ingest coolant or allow it to contact your eyes. Proper ventilation is important when machining with oil-based fluids because they can produce mist and smoke. Most water-soluble coolants are biodegradable and low-toxicity, but you should still follow the manufacturer’s safety sheet.
Change mist system coolant whenever it looks dirty or smells rancid, typically every few weeks with light use. For flood systems, change the coolant every 6 to 12 months depending on use intensity. Use a refractometer to check concentration weekly, and add fresh mix as needed. An oil skimmer helps extend flood coolant life by removing tramp oil that feeds bacteria. If the coolant develops foam, a foul odor, or visible slime, drain and replace it immediately.
For general-purpose machining, mix water-soluble coolant at 5% to 7% concentration. For steel and stainless steel, use 8% to 10%. For light duty or finish passes, you can drop to 3% to 5%. For tough alloys or deep drilling, increase to 10% to 12%. Always use a refractometer to verify the ratio rather than guessing by color. Too weak a mix reduces rust protection and lubrication. Too strong a mix wastes money and can leave residue on parts.
Flood coolant is better for heavy cuts, deep drilling, and materials that generate extreme heat like titanium or stainless steel. It provides maximum heat dissipation and chip flushing. Mist coolant is better for hobbyists, small shops, and light to medium machining because it uses less fluid, creates less mess, and requires no tank or pump. For most benchtop mills and lathes, a mist system is the practical choice. For production machines and aggressive cuts, flood coolant is the better option.
The best CNC coolant systems in 2026 deliver real savings in tool life and part quality. After testing all eight units, I recommend the OriGlam mist system for most users because it balances performance, reliability, and value. The 1,000-plus reviews back up my own experience.
If you want the convenience of a magnetic base, the CNZG PNEU mister with magnet is the standout choice. Budget buyers should grab the ChgImposs unit and upgrade later if needed. For heavy-duty work, the HHIP VERTEX flood system is the only option that delivers enough cooling for aggressive cuts.
Just be aware of the mixed reliability reviews and plan for a chip pan with drainage. Whatever you choose, add a regulator and water separator to your air line, and use a refractometer to keep your coolant mix consistent. Your tools and your surface finish will thank you.
Our team will continue testing new coolant systems as they release. If you have questions about a specific material or machine setup, leave a comment and we will share what we have learned from the shop floor.