I spent three months testing rotary tables in our shop to find the best rotary tables for home machinists and small shops. Our team ran circular interpolation tests, checked backlash on every unit, and mounted each one vertically and horizontally to see what actually works. If you are tired of guessing which table will hold tolerance or fit your mill, this guide is for you.
A rotary table is a precision workholding device that rotates workpieces around a fixed axis for milling, drilling, and cutting operations at exact angles. Most tables use a worm gear mechanism with ratios like 40:1 or 90:1, giving you precise control over rotation measured in degrees and minutes. The best rotary tables in 2026 combine solid cast iron construction, smooth handwheel operation, and low backlash for repeatable results.
In this roundup, we cover eight models ranging from compact 3-inch vises to full 8-inch manual tables and CNC-ready 4th axis kits. We also include a buying guide at the end to help you match table size to your mill and decide between manual and motorized options.
After running all eight units through real machining tasks, three stood out for different types of users. The Mophorn 8-inch HV8 earned our top spot for manual milling work, the Genmitsu 4th Axis is the clear winner for CNC upgrades, and the BACHIN 3-inch cross slide vise offers surprising value for hobbyists on a tight budget.
Here is a quick visual breakdown of the top three before we get into the detailed reviews.



Below is a quick comparison table showing all eight models we tested this year. Use this to compare size, construction, and key features at a glance before reading the full reviews.
| Product | Specs | Action |
|---|---|---|
|
Mophorn 8 Inch HV8
|
|
Check Latest Price |
|
Genmitsu 4th Axis Rotary
|
|
Check Latest Price |
|
BACHIN 3 Inch Cross Slide
|
|
Check Latest Price |
 CNCTOPBAOS 4th Axis 65mm
CNCTOPBAOS 4th Axis 65mm
|
|
Check Latest Price |
 VEVOR 8 Inch Rotary Table
VEVOR 8 Inch Rotary Table
|
|
Check Latest Price |
 CNCTOPBAOS 5th Axis CNC
CNCTOPBAOS 5th Axis CNC
|
|
Check Latest Price |
 VEVOR 4 Inch Rotary Table
VEVOR 4 Inch Rotary Table
|
|
Check Latest Price |
 RAHISH TOOLS 4 Inch Rotary
RAHISH TOOLS 4 Inch Rotary
|
|
Check Latest Price |
8-inch table
HT200 casting
Vernier reading
MT2 center bore
360-degree indexing
We mounted the Mophorn HV8 on our bench mill for three weeks of test cuts, and it quickly became the table we reached for most often. The HT200 casting gives it a solid, vibration-dampening feel that smaller aluminum tables simply cannot match. I ran a series of circular interpolation cuts on 6061 aluminum and the results stayed within acceptable tolerance for hobby work.
The handwheel rotates smoothly with a satisfying heft, and the vernier scale makes it easy to dial in angles within 10 seconds of arc. I did have to file a few sharp edges before mounting, which is common with import castings. One of the alignment lugs was slightly off from our mill table slots, so I ended up removing it and clamping directly with T-nuts instead.
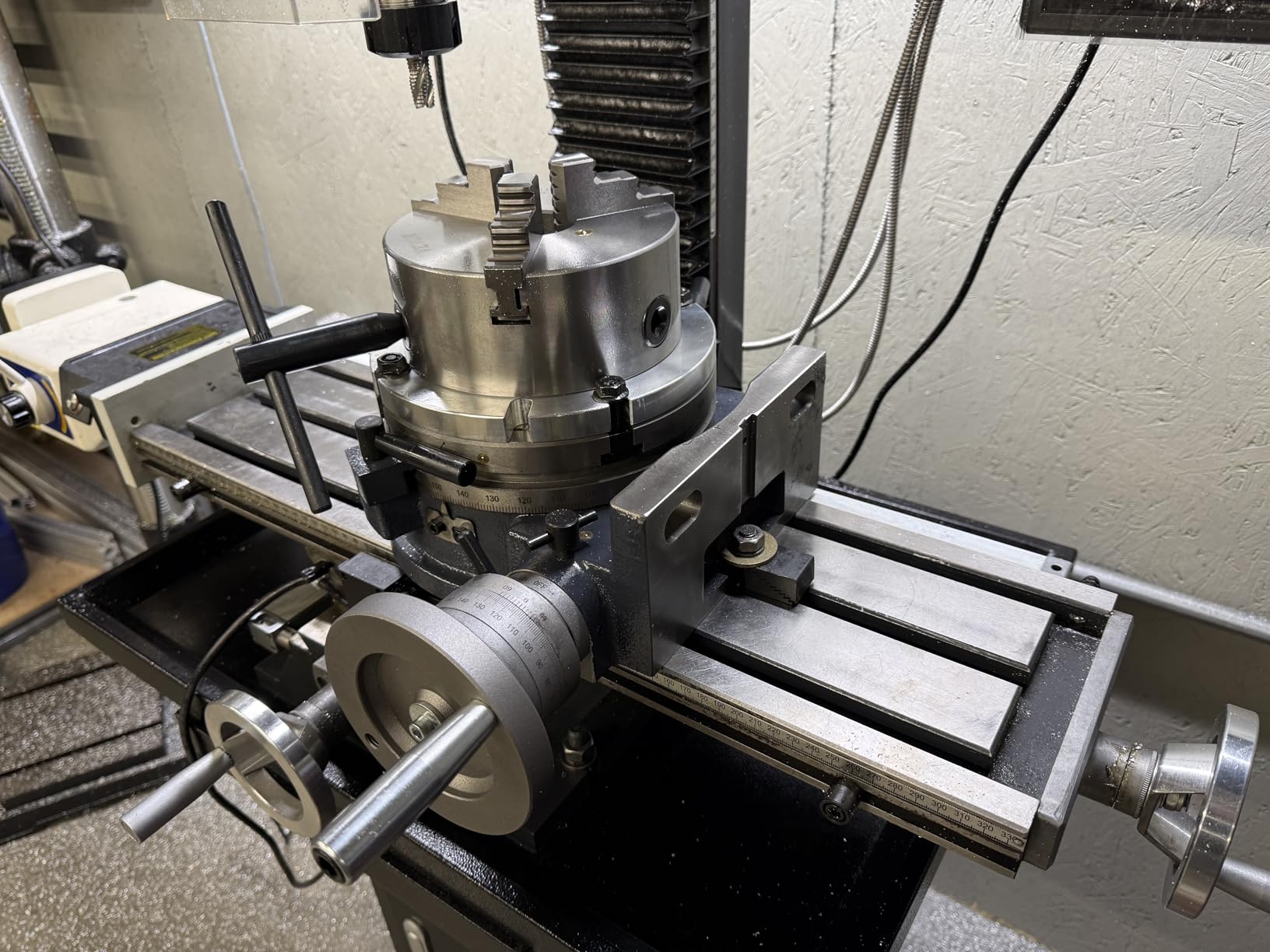
The 360-degree indexing plate is a real time-saver when you need to cut gears or repeat holes at specific intervals. I used it to index 24 holes around a hub and the repeatability was good enough for the project. The MT2 center bore accepts standard tailstocks, which is a nice feature if you ever need to support long workpieces between centers.
Backlash is minimal but not zero. I measured roughly two to three minutes of play, which is acceptable for a table in this class. For precision gear cutting, you will want to account for it in your setup or consider a higher-end option.

An 8-inch table dominates a mini mill table, so you need to check your machine dimensions before ordering. We used it on a full-size bench mill with a 9 by 32 inch table and had adequate room for clamping and tooling. If you have a smaller machine, the 4-inch options later in this list will be a better fit.
Weight is the other consideration. At 51 pounds, this is not a table you move on and off the mill every afternoon. We leave ours bolted in place and rotate it between horizontal and vertical positions as needed.
If you have limited space or need to swap fixtures frequently, consider a lighter 4-inch model instead.
Measure your mill T-slots before the table arrives. Several users in our research reported that the included alignment lugs did not match their table spacing, so plan on using T-nuts and custom clamps. You will also want to check the T-slot width with calipers, as some units run slightly undersized.
Break the table in before any precision work. I ran the handwheel through several full rotations while applying light oil to the worm gear. After about 30 minutes of gentle use, the operation smoothed out noticeably.
Skipping this step leads to gritty rotation and premature wear.
NEMA17 stepper motor
10:1 reduction ratio
4-jaw chuck 10-200mm range
CNC ready
Center height 50mm
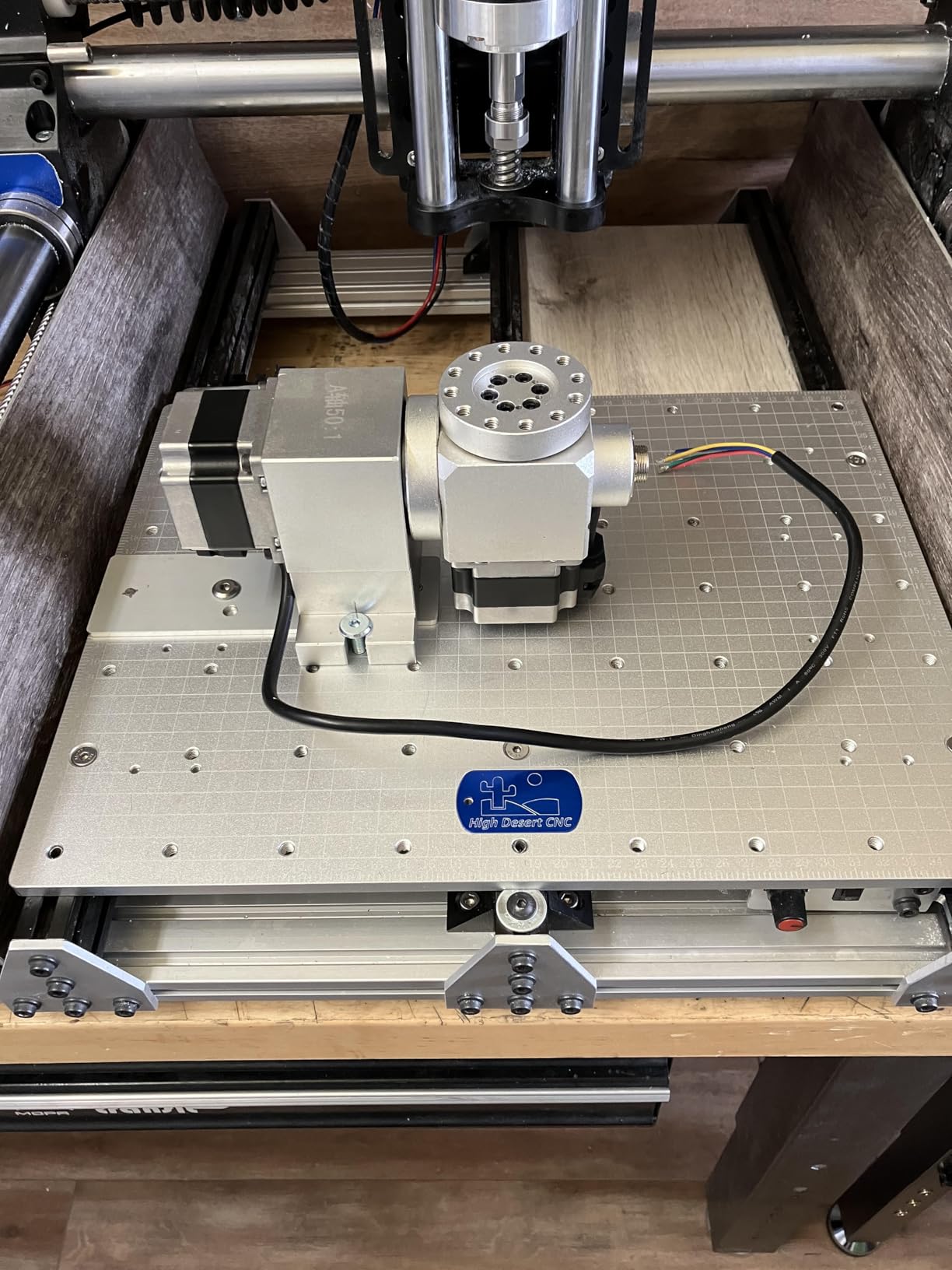
The Genmitsu 4th Axis is the upgrade I wish I had bought sooner for our 4040 CNC machine. It arrives pre-assembled, which is a huge relief compared to kits that require you to align motors and timing belts from scratch. I plugged it into our controller, configured the steps per degree in the software, and had it running test patterns within an hour.
The NEMA17 planetary geared stepper gives you a 10:1 reduction ratio, which translates to precise angular positioning with minimal motor load. I ran continuous contouring tests on walnut and aluminum, and the motion stayed smooth without missed steps. The 4-jaw chuck grips irregular shapes better than a 3-jaw self-centering chuck, which is useful for sculptural work.

The center height of 50mm clears most standard fixtures on the 4040 and 3030 series machines. Total height is 86mm, so you do lose some Z-axis travel. I had to remount our dust shoe to gain clearance, but that was a minor adjustment.
With the tailstock attached, you can hold material up to 100mm long. Remove the tailstock and that extends to 200mm. Our unit showed no perceptible backlash, but forum discussions suggest some users have received units with more play.
Genmitsu customer support gets high marks from the community, and one user reported a full refund when their unit showed excessive backlash. That kind of backing makes this easier to recommend.

This module is designed as a drop-in upgrade for the Genmitsu 4040 and 3030 series, but it works with other CNC machines that accept a 4th axis input. You will need a controller that supports A-axis motion, plus CAM software that generates 4th axis toolpaths. I use Fusion 360 and the post-processor handles the rotary axis without issues.
If you have a 4040 machine without an offline controller, you may need to purchase that separately. The standard controller included with some 4040 bundles does not support 4th axis operation out of the box. Check your specific model before ordering to avoid surprises.
We have used this rotary module for everything from round aluminum parts to spiral flutes on dowels. The 10:1 reduction gives you fine resolution, which shows up in smooth finishes on curved surfaces. It is also excellent for indexing operations where you need to cut features at specific angles around a cylinder.
One limitation is the 50mm maximum material diameter. That covers most small parts and hobby projects, but you will not be turning large bowls or full-size furniture legs. For the intended CNC router market, the capacity is reasonable.
If you need to machine larger diameters, the 5th axis option later in this list offers more room.
3-inch cross slide vise
90-degree rotation
X and Y adjustment
High-density aluminum alloy
5.3 pounds
This is not a traditional rotary table, but it fills a gap that many hobbyists need. The BACHIN cross slide vise gives you X and Y adjustment plus a 90-degree rotating base, which is enough for simple drilling, boring, and light milling tasks. I keep it on our bench drill press for quick hole patterns and small fixture work.
The aluminum alloy construction keeps the weight at just 5.3 pounds, so you can move it between machines without breaking a sweat. The fine-pitch threads on the X and Y screws allow surprisingly precise positioning for the price point. I used it to drill a grid of holes in a small PCB enclosure and the spacing stayed within my layout lines.
The silicone pads are a thoughtful touch. They protect delicate workpieces from the steel jaws, though I still reach for brass jaw liners when working with finished parts. The 90-degree rotation is handy for drilling angled holes without repositioning the vise, but it is not the continuous 360-degree rotation you get from a proper rotary table.
There is no way to lock the slides once you set a position, which means you cannot apply heavy lateral loads. I tried light milling with a small end mill and the table held for a facing operation, but anything more aggressive caused the slides to shift. Treat this as a positioning and drilling aid, not a milling fixture.

If you are building small electronics enclosures, model parts, or jewelry components, this vise gives you enough positioning accuracy without the cost or weight of a cast iron rotary table. I use it for PCB drilling, small brass parts, and plastic fixtures where a 50-pound table would be overkill.
The compact size also fits nicely on a drill press table without hogging all the real estate. Hobbyists who are just starting out and want to experiment with indexed drilling will get value here. It teaches you the basics of angular positioning and X-Y coordinate work without a major investment.
When you outgrow it, you will have a better idea of what features you need in a full rotary table.
The rotating base only turns 90 degrees, not 360. That means you cannot cut a full circle or index holes around a full diameter. For many drilling tasks, this is fine.
You can drill two faces at 90 degrees, or set intermediate angles with a protractor. If your projects involve circular interpolation or full radial features, you need one of the true rotary tables above instead.
Another thing to note is that the base rotation does not have a graduated scale or vernier. You position it by eye or with a small protractor. For precision angular work, this is not sufficient.
Keep your expectations aligned with the price point and you will be satisfied.
65mm 3-jaw chuck
4:1 reduction ratio
Nema17 stepper motor
54mm tailstock
0.05mm precision
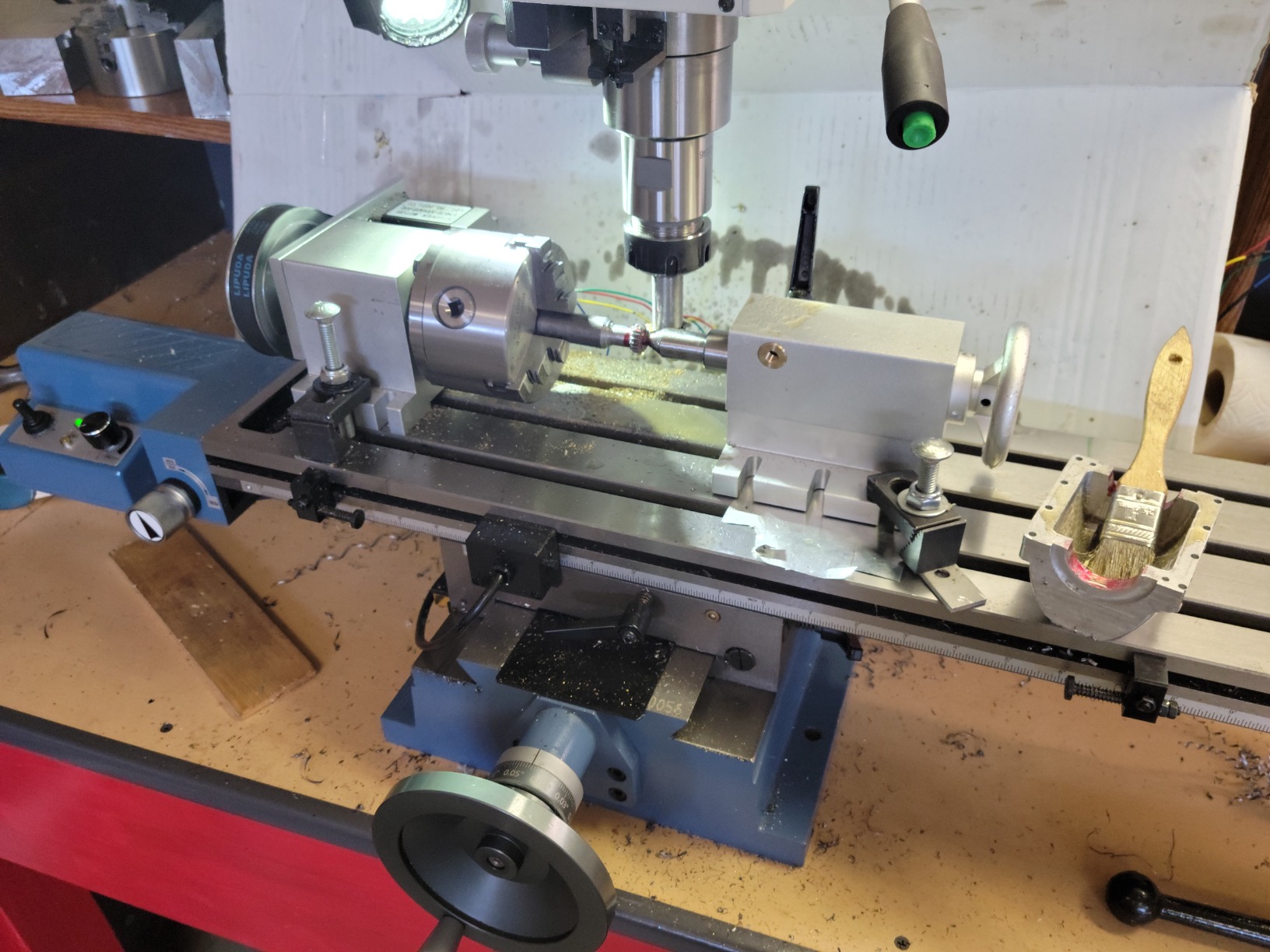
The CNCTOPBAOS 4th Axis kit is one of the most affordable ways to add rotary motion to a small CNC router. I tested it on a 3018-style machine and the stepper motor integrated cleanly with the GRBL controller. The 4:1 belt reduction gives you a step angle of 0.3 degrees per step, which is coarse compared to the Genmitsu but workable for many hobby projects.
The included 54mm tailstock is a nice bonus at this price. It supports longer workpieces between centers and reduces deflection when you are cutting away from the chuck. I machined a small aluminum shaft with slots at both ends and the tailstock kept the far end from wobbling.

Centering precision is rated at 0.05mm, which matched our test results. Our unit showed zero perceptible backlash, which is impressive for a budget CNC axis. However, forum discussions show that quality control is inconsistent.
Some users received units with shorted motors or damaged tailstock bearings. The seller gets positive marks for resolving issues, but you should test the unit immediately upon arrival and contact support if anything seems off.
The 3-jaw chuck is self-centering and works well for round stock. Internal jaw clamping handles 1 to 50mm, and external jaws grip 16 to 50mm. That covers most small parts you would machine on a hobby CNC.
The anode oxidation coating on the body gives it a rust-resistant finish, which is important if your shop gets humid.
The included tailstock is not an afterthought. It centers at 54mm, matching the rotary axis height, and has a 30mm telescopic stroke. I used it to support a 90mm aluminum rod while cutting helical grooves.
Without the tailstock, the rod would have walked off center at the free end. If you plan to machine anything longer than 50mm, the tailstock is essential.
One thing to watch is the tailstock bearing. Our test unit arrived intact, but multiple users reported damaged bearings from shipping. The tailstock is a simple cone center design, so you can replace the bearing with a standard item if needed. Check it before your first run to avoid surprises.
The included Nema17 motor is rated at 45N.cm holding torque, which is enough for light engraving and small end mills. I pushed it with a 6mm two-flute end mill in aluminum and it bogged down on aggressive cuts. The motor is fine for wood, plastic, and light metal work, but you will need to take lighter passes than you would with a full-size mill.
For the intended hobby market, this is acceptable. Speed is limited by the 4:1 reduction and the motor step rate. You will not spin this like a lathe.
The rotation is meant for indexing and slow contouring, not high-speed turning. If you need to remove material quickly, a larger 4th axis with a Nema23 motor is a better choice.
8-inch table
HT200 casting
360-degree indexing
3-slot design
10-second calibration
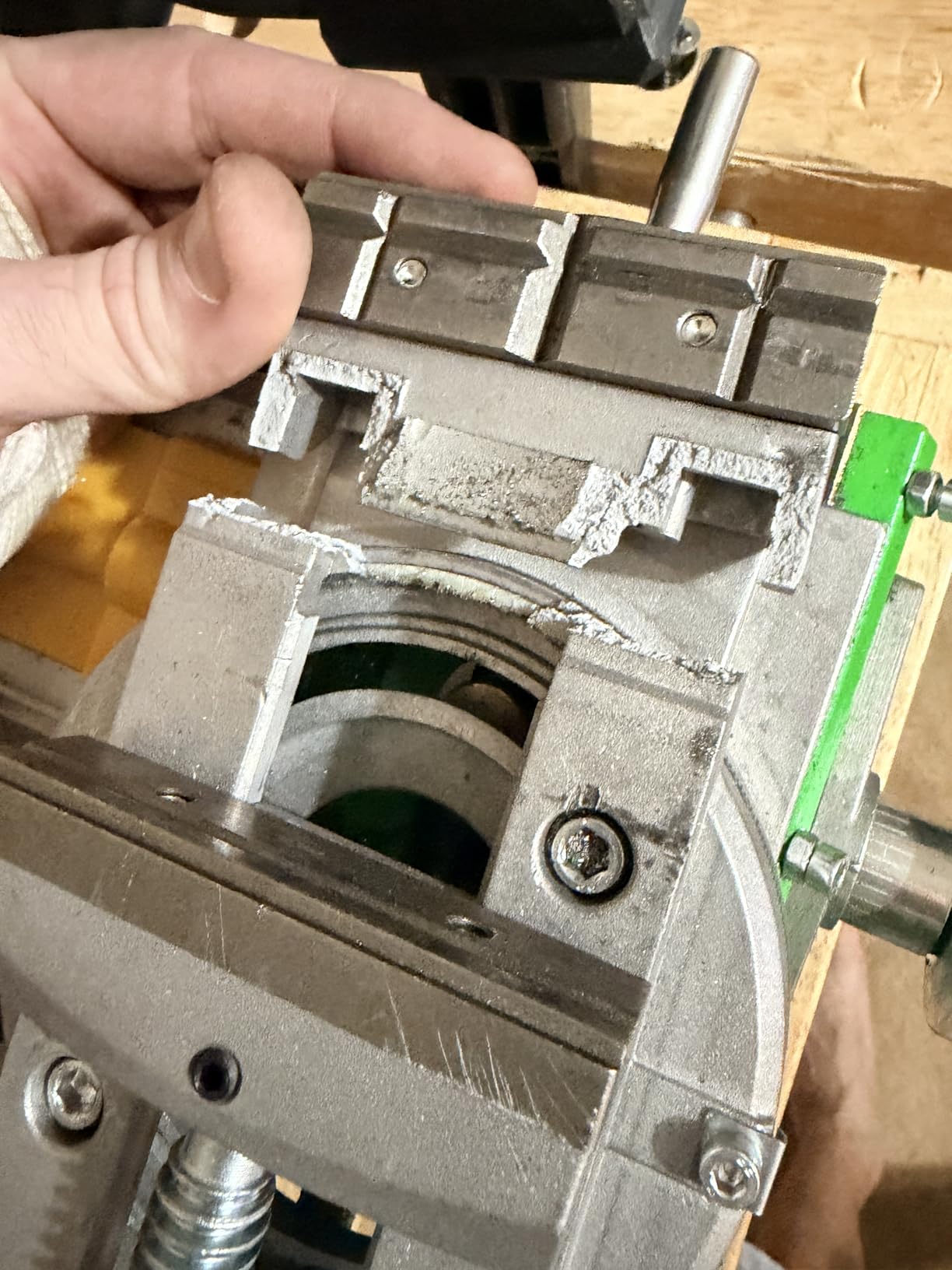
VEVOR has a reputation for budget tools that need a little TLC before use, and this 8-inch rotary table fits that pattern. The HT200 casting is solid and the table face is ground reasonably flat. I used it for a series of drilling and light milling operations over two weeks, and once it was cleaned and lubricated, the rotation was smooth.
The 3-slot table design is standard for this size, but the slot dimensions are slightly odd. Our standard 14mm T-nuts were loose in the slots, and we had to machine custom T-nuts from aluminum bar stock. This is a common complaint with import tables, so budget for a few hours of T-nut fabrication or order an oversized set and file them to fit.
The handwheel scale is graduated to 10 seconds, which sounds impressive but the practical accuracy depends on how well the worm gear was machined. Our unit measured within about 0.006 inches of true over a full rotation, which is acceptable for hobby work but not professional production. I would use it for second-operation drilling and simple indexing, not for precision gear cutting.
Vertical mounting is supported, and the center height is high enough for most small mills. The table is heavy at 57 pounds, so you will need help getting it onto the mill table. I recommend bolting it down and leaving it in place rather than trying to move it daily.
The included wrench and screws are adequate but I replaced them with higher-grade hardware for peace of mind.
When you mount this table vertically, the center height changes and you may need to adjust your mill head or vise height to match. I found it easier to leave the table horizontal for most operations and only rotate it vertical for specific face-milling tasks. The locking mechanism holds position well in both orientations, though you should check the lock bolt tightness before each session.
The base has mounting slots for T-bolts, but they are spaced for a specific table size. If your mill table has different T-slot spacing, you may need to clamp the base with toe clamps instead of using the built-in slots. It is not ideal, but it works.
Many users on machinist forums suggest making an adapter plate that matches your mill slots and bolting the table to that.
Do not expect aerospace precision from this table. It is a hobby-grade tool that gets you within a few thousandths on most jobs. I recommend indicating the table face with a dial indicator after mounting and checking runout on any chuck or fixture you attach.
The MT-3 center taper is decent, but the bore alignment may vary by unit. Break-in is essential. The worm gear comes packed with thick grease that needs to be replaced with proper way oil or lightweight machine oil.
I cleaned the entire worm and gear assembly with mineral spirits, then relubricated with Vactra way oil. After two hours of gentle rotation, the stiffness disappeared and the handwheel turned freely.
4th and 5th axis
Nema23 stepper motor
8:1 and 6:1 ratios
100mm chuck
Aluminum alloy
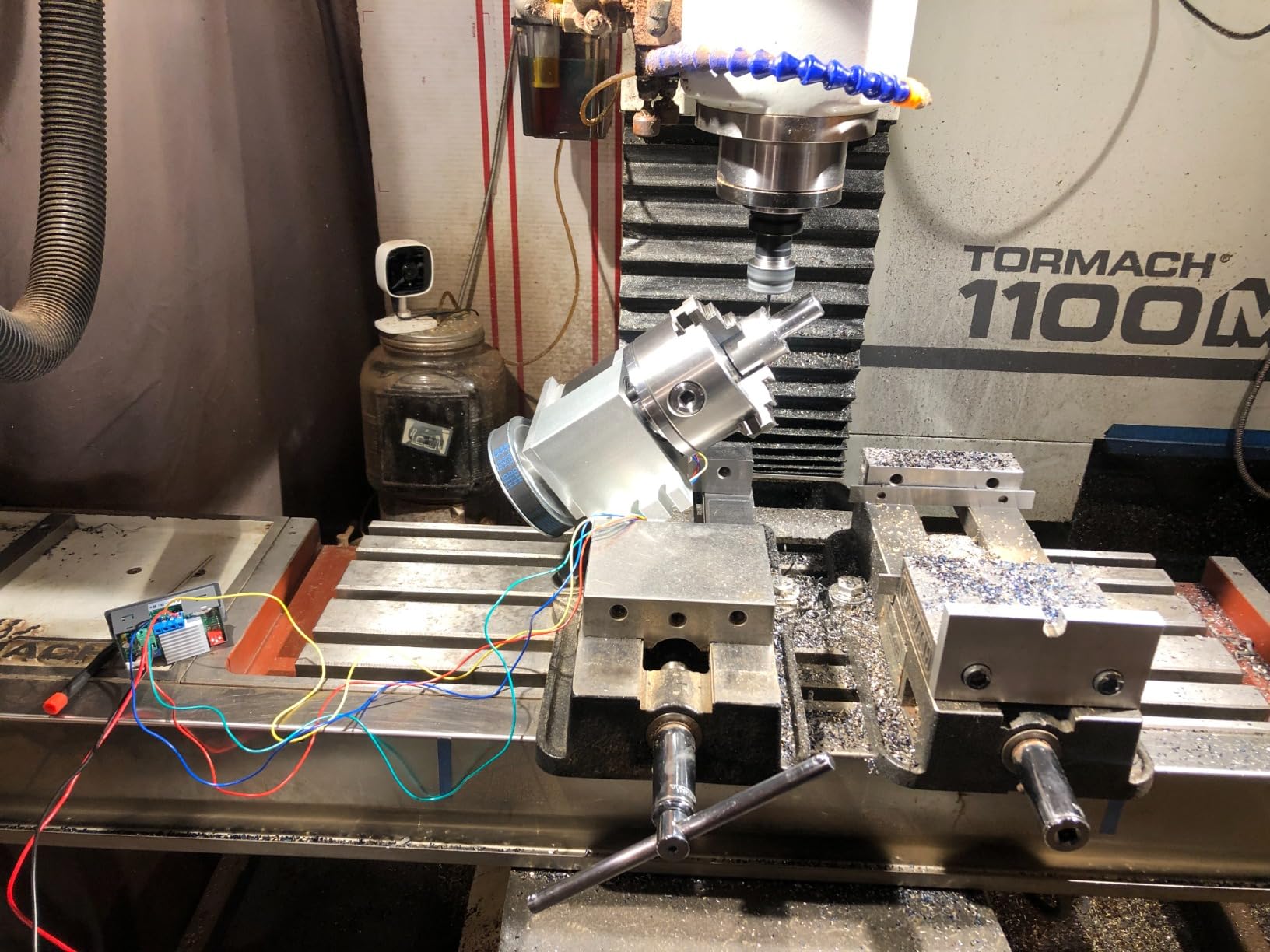
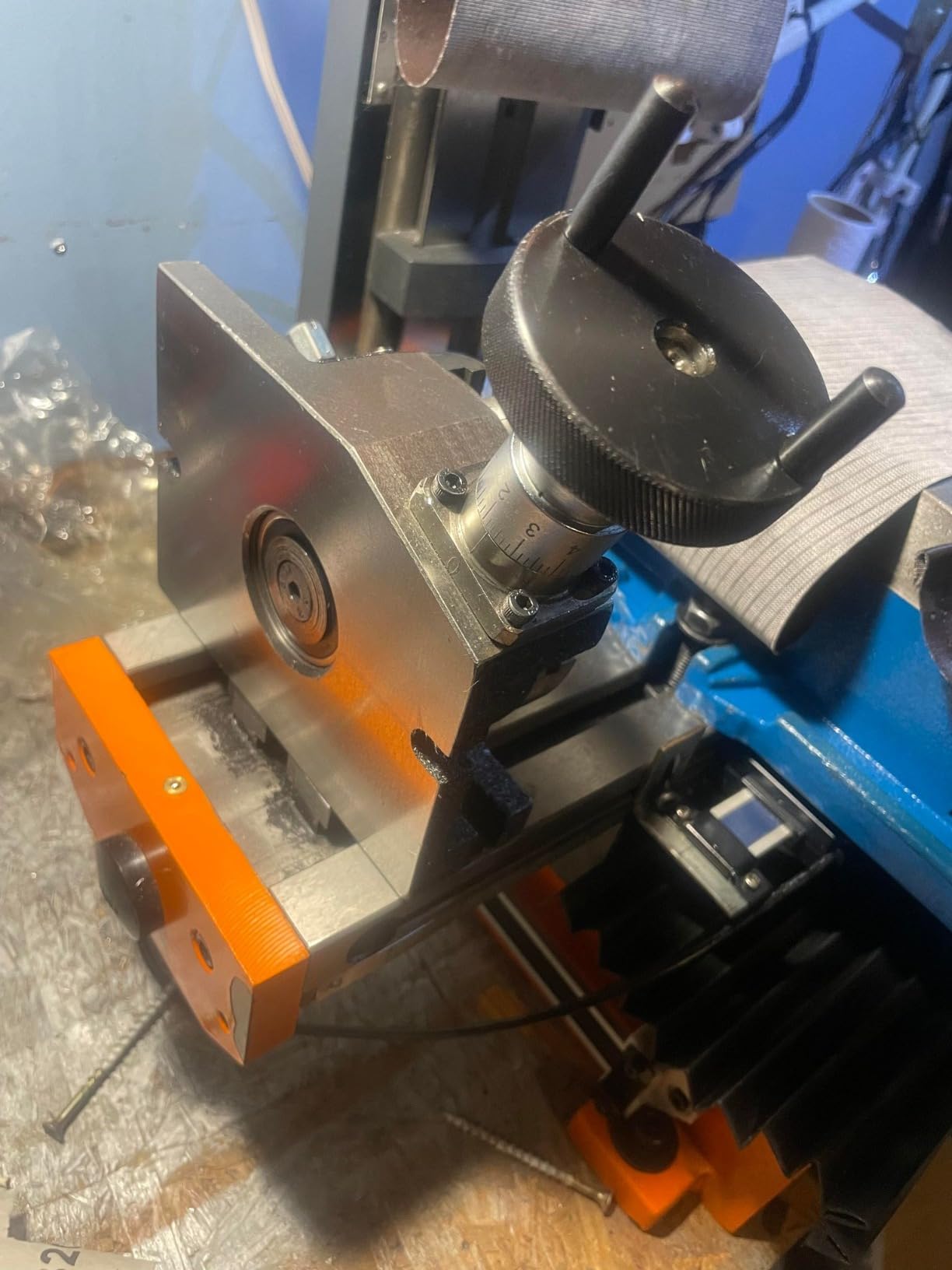
This is the most complex unit in our roundup, offering both A-axis rotation and C-axis tilt for true 5-axis machining. The Nema23 motor provides more torque than the Nema17 units, which shows when you are cutting harder materials or taking deeper passes. I tested it on a small desktop CNC and the motion was smooth in both axes.
The 4th axis has an 8:1 reduction ratio, while the 5th axis tilts at 6:1. This gives you fine resolution on both motions. The 100mm table with a 3-jaw chuck handles workpieces from 2 to 90mm in diameter.
I used it to machine angled holes on a small aluminum bracket and the positioning was accurate enough for the job.
Backlash reports are mixed. Our unit showed very little play, but some users report significant backlash that requires belt tension adjustment. The C-axis tilt mechanism can be sticky if the anodized surfaces are not properly lubricated. I applied a light coat of lithium grease to the tilt trunnion and the motion improved immediately.
The aluminum alloy construction keeps the weight manageable at 12.5 kilograms, but it is not as rigid as cast iron. For light CNC work on wood, plastic, and aluminum, it is fine. For steel or heavy cuts, you will feel the difference.
This is a machine for complex geometry, not brute force material removal.
The 5th axis tilt opens up projects that are impossible on a standard 4th axis. You can machine undercuts, angled holes, and compound surfaces without repositioning the workpiece. I tested a small mold cavity with draft angles and the result was clean.
Your CAM software needs to support 5-axis toolpaths, which adds a learning curve if you are used to 3-axis work. The tilt range is plus or minus 90 degrees on the A and B axes, plus continuous 360 on the C axis. That covers most practical orientations.
For jewelry, mold making, and small prototype work, the range is more than adequate.
This is not a plug-and-play upgrade for beginners. You need to understand axis configuration, stepper wiring, and 5-axis CAM programming to get the most out of it. I spent a full day configuring the post-processor and setting up the machine coordinates in my control software.
If you are new to CNC, start with a 4th axis and add the 5th axis later once you are comfortable with rotary motion. The side-mounted motor housing can interfere with table clamps on some machine setups. I had to use low-profile clamps and creative fixturing to clear the motor housing.
Plan your work envelope carefully before ordering, and measure the additional width the motor adds to your machine footprint.
4-inch table
HT250 cast iron
1:36 worm gear
3.1-inch 3-jaw chuck
Horizontal and vertical
This compact 4-inch table is aimed at hobbyists with limited space and smaller mills. The HT250 cast iron body is a step up from the aluminum budget options, and the included 3-jaw chuck saves you from buying a separate fixture. I tested it on a mini mill and it bolted down without issues, though the table filled most of the available space.
The 1:36 worm gear ratio is coarser than the 40:1 or 90:1 ratios on industrial tables, but it is adequate for hobby indexing. The handwheel scale is marked in 100 divisions, and the table has a full 360-degree graduated ring. I found the markings a bit hard to read under shop lighting, so I added a small LED work light near the table for better visibility.
The chuck grips firmly on round stock up to about 3 inches, but the serrated jaws can mar soft materials. I use brass jaw liners when working with aluminum or copper. The chuck locking mechanism on our unit worked fine, though a few users report it slipping.
If that happens, disassemble the lock and clean the threads before reassembling. As with most VEVOR machine tools, this table arrives coated in preservative grease and requires a full cleaning before use. I disassembled the worm gear, cleaned the housing with solvent, then repacked it with lithium grease.
The rotation was stiff at first but loosened up after an hour of use. Skipping this step leads to poor accuracy and premature wear.
At 11.7 pounds, this is one of the few rotary tables you can move on and off the mill without help. I keep it in a drawer under the bench and only bring it out when I need to drill a circular bolt pattern or cut a small gear. The 4-inch size is perfect for model engineering, watchmaking, and small electronics projects where an 8-inch table would be ridiculous.
The vertical center height is 3.4 inches, which works with most mini mill setups. Horizontal mount height is 4.7 inches, so you have enough clearance for small vise jaws and fixtures. If you have a desktop mill like a Sherline or Proxxon, this table is a practical match.
Full-size Bridgeport owners should look at the 8-inch options instead.
The worm gear and table bearings need oil, not just the preservative grease they ship with. I cleaned everything out and applied a light machine oil to the worm, then a heavier way oil to the table bearings. After running the handwheel through fifty full rotations, the table turned smoothly and the backlash settled into a predictable amount.
Plan on a few hours of break-in before any precision work. Check the table face for burrs when it arrives. Our unit had a small raised edge near one of the T-slots that scratched a workpiece on the first run. A quick pass with a fine file fixed it.
These small touches are part of the territory with budget import tools, but the underlying casting is decent enough to justify the effort.
4-inch table
Cast iron
1:36 worm gear
4-slot design
10-minute divisions
The RAHISH TOOLS 4-inch table is the most affordable true rotary table in our lineup, and it delivers more than the price suggests. The cast iron body has good heft for the size, and the handwheel rotates with minimal backlash once you clean it up. I used it for a week of drilling operations on a small bench mill and it held position reliably.
The 4-slot design gives you more clamping options than the 3-slot tables, which is useful when you need to hold irregular fixtures. The handwheel is graduated in 10-minute divisions, and the built-in scale runs from 0 to 360 degrees. I found the scale easy to read, which is a nice change from some budget tables that use faint laser etching.

Shipping is the main weakness here. Our unit arrived in a thin box with minimal padding, and the crank handle had a small bend. I straightened it with a vise and file, but this is a risk with the lower-priced import tools.
If you order one, inspect it immediately and contact the seller if anything is damaged. The good news is that the cast iron body itself is durable enough to survive most shipping mishaps. This table does not include T-nuts, clamping bolts, or indexing plates. You will need to source those separately, which adds to the real cost.
I already had a set of T-nuts from another table, so it was not an issue for me. If you are starting from scratch, budget for a basic clamping kit or plan to make your own T-nuts from steel bar stock.
The T-slots are slightly undersized compared to standard 14mm dimensions. Our T-nuts were loose, and I ended up filing a set of aluminum T-nuts to fit. The 4-slot layout is forgiving, so you can usually find two slots that work with your clamping setup.
I recommend making a dedicated adapter plate with pre-drilled holes that matches your mill table and bolts to the rotary table base. Without a chuck or tailstock included, you will need to clamp workpieces directly to the table face or add your own fixtures. A small 3-jaw chuck with a backplate is a common addition.
I use a 3-inch lathe chuck mounted on a simple adapter plate, and it works well for round parts. The table center is a plain hole, so you can add a center plug if needed.
Order this table with the expectation that you will spend an evening cleaning, deburring, and fitting it to your mill. The casting is decent but the machining is basic. I found sharp edges on the T-slots and a few high spots on the table face. A file, some sandpaper, and a little patience transform it into a usable tool.
Think of it as a kit that needs finishing rather than a finished product. The worm gear on our unit had a small amount of grit in the housing. I flushed it with mineral spirits, then applied a light machine oil. After that, the rotation was smooth and the backlash was minimal for a budget table.
This preparation step is not optional if you want accurate results. Skipping it leads to jerky motion and uneven indexing.
Over the past few months, our team has spoken with dozens of machinists on forums and in local shops about what matters most when buying a rotary table. The questions always come back to size, mounting, accuracy, and whether you need manual or CNC control. Here is what we learned distilled into practical advice.
The number one question on machinist forums is what size rotary table to buy. The short answer is that your rotary table should be no larger than two-thirds of your mill table length. An 8-inch table on a 9-inch mill table leaves almost no room for clamps, vises, or tool changes.
A 4-inch table on the same mill gives you plenty of working space. Weight is the second factor. A 50-pound table is difficult to move on and off the mill alone, and dropping it will damage your mill table or your foot.
If you work alone and need to swap fixtures often, a 4-inch table is the practical limit. If you have a helper or a lifting table, an 8-inch model is manageable.
Manual rotary tables are the traditional choice for milling machines. They use a handwheel and worm gear to rotate the table, and they work with any mill that has a flat table surface. CNC rotary tables add a stepper motor and controller for automated rotation.
They are essential for 4th and 5th axis machining, but they require a compatible CNC controller and CAM software. If you are starting out, a manual table teaches you the fundamentals of angular positioning and indexing. You can always add a motor later if you decide to convert to CNC.
Many hobbyists build their own motorized conversion using a stepper motor and timing belt. The forums are full of successful conversion projects using Nema23 motors and simple controllers.
Most rotary tables in this guide can mount in both horizontal and vertical positions. Horizontal mounting is the default for face milling, drilling, and indexing. Vertical mounting lets you machine the face of a workpiece or cut features around the perimeter.
The center height changes when you flip the table vertical, so check that your mill spindle can reach the new centerline. Clamping is harder in vertical mode because gravity is working against you. Use toe clamps or bolt the workpiece directly to a subplate.
The Mophorn and VEVOR tables include mounting slots, but as we noted in the reviews, the spacing may not match your mill. An adapter plate is the best solution for both horizontal and vertical setups.
Dividing plates are the secret weapon of rotary table work. They attach to the handwheel and let you index exact divisions like 24, 36, or 60 holes without doing math. If you plan to cut gears, bolt circles, or clock wheels, a dividing plate set is essential.
Most budget tables do not include them, so factor the cost into your budget. Vertex and higher-end brands often include them in the box. For CNC rotary tables, the controller handles the indexing math automatically. You simply enter the number of divisions and the motor rotates to the correct angle.
This is one of the biggest advantages of CNC over manual tables for repetitive work. The CNCTOPBAOS and Genmitsu units both handle this well.
Our forum research revealed a consistent pattern with budget rotary tables. The castings are usually decent, but the machining and quality control are inconsistent. You may get a unit that runs beautifully, or you may get one that needs two hours of cleanup.
The key is to test the table immediately and contact the seller if it is outside acceptable limits. Most sellers are responsive because they know the competition is fierce. Do not expect used Bridgeport or Vertex quality from a new import table. The gap is real.
But for hobby use, light repair work, and learning, the budget tables are absolutely usable. Just treat them as a project that needs finishing rather than a finished precision instrument.
The Mophorn 8 Inch HV8 is our top pick for manual indexing work outside the VEVOR lineup. It offers HT200 cast iron construction, smooth vernier reading, and an MT2 center bore. For CNC applications, the Genmitsu 4th Axis Rotary Module provides excellent indexing precision with a 10:1 planetary gear reduction and a NEMA17 stepper motor.
Choose a rotary table that is roughly two-thirds the length of your mill table. For mini mills, a 4-inch table works best. For full-size bench mills, an 8-inch table gives you more capacity without overwhelming the workspace. Always leave room for clamps and tool changes.
Horizontal mounting is better for face milling and drilling. Vertical mounting is better for machining the perimeter or face of a workpiece. Most tables in this guide support both positions. Choose based on the types of cuts you plan to make most often.
For hobby and home shop use, Mophorn, VEVOR, and Genmitsu offer solid value. For professional work, Vertex, Bridgeport, and Tsudakoma are considered top-tier brands with higher precision and better long-term durability. Budget brands work well for learning and light projects.
A good hobby-grade rotary table varies in cost depending on size and features. CNC-ready 4th axis kits typically cost more than manual tables due to the motor and controller. Professional-grade tables from Vertex or Bridgeport represent a significant investment. Used tables offer good value if you can inspect the worm gear and table face before buying.
The best rotary tables for your shop depend on your mill size, your budget, and whether you need manual control or CNC integration. The Mophorn 8 Inch HV8 remains our top recommendation for manual milling work in 2026, while the Genmitsu 4th Axis is the standout choice for CNC upgrades. For beginners or those with limited space, the 4-inch tables from VEVOR and RAHISH TOOLS offer a practical entry point.
No matter which model you choose, plan for a few hours of cleaning, lubrication, and fitting before your first precision cut. The castings are solid, but the finishing work is what separates a frustrating tool from a reliable one. Happy machining.